Spawarka Migomat Sherman DIGIMIG 500 Pulse - MIG MAG TIG 400V z Chłodnicą





















Ocenę produktu może wystawić każdy użytkownik. Nie weryfikujemy, czy oceniający kupił produkt. Opinie zweryfikowane w Trusted Shops
 Opis
Opis
SPAWARKA SHERMAN DIGIMIG 500 PULSE
DIGIMIG 500 PULSE to nowoczesna, synergiczna spawarka przeznaczona do ręcznego spawania stali oraz metali kolorowych. Obsługuje wiele metod: MMA, MMA z pulsem, TIG Lift, TIG Lift z pulsem oraz MIG/MAG, w tym również z wykorzystaniem pojedynczej i podwójnej pulsacji prądu. Dzięki trybowi synergicznemu spawarka automatycznie dobiera odpowiednie parametry, co znacząco ułatwia pracę i czyni ją przystępną nawet dla mniej doświadczonych użytkowników. Wykonanie w technologii IGBT zapewnia wysoką wydajność, niskie zużycie energii oraz kompaktowe wymiary urządzenia. DIGIMIG 500 PULSE to idealne rozwiązanie dla profesjonalnych zastosowań w warsztatach, zakładach przemysłowych i serwisach, pracujących w warunkach wewnętrznych lub zadaszonych.

KOMPLETNY ZESTAW ZAWIERA:
- Spawarka Sherman DIGIMIG 500 Pulse
- Uchwyt spawalniczy MIG TW-501 o długości 3m
- Przewód masowyPrzewód elektrodowy
- Rolka do stali 30x22x10 2RA – fi 0,8-1,0
- Rolka do aluminium 30x22x10 2RA – fi 1,2-1,6
- Wkład stalowy niepowlekany ∅1,2 3 m
- Wkład teflonowy żółty MIG/MAG 3 m
PODAJNIK 4-ROLKOWY - STABILNE I PRECYZYJNE PODAWANIE DRUTU
Podajnik 4-rolkowy to rozwiązanie stosowane w profesjonalnych półautomatach spawalniczych, które zapewnia równomierne, płynne i niezawodne podawanie drutu spawalniczego. Dzięki czterem rolkom napędowym, siła docisku rozkłada się równomiernie na całej powierzchni drutu, co minimalizuje ryzyko jego ślizgania, deformacji czy zacięć. Ma to kluczowe znaczenie zwłaszcza przy spawaniu aluminium, drutami miękkimi lub o większej średnicy. Podajnik 4x4 poprawia jakość łuku i stabilność procesu, co przekłada się na czystsze, bardziej estetyczne i powtarzalne spoiny.

NOWOCZESNY PANEL STEROWANIA – INTUICYJNA OBSŁUGA I PRECYZYJNA REGULACJA
Zaawansowany panel sterowania z czytelnym, wyświetlaczem umożliwia pełną kontrolę nad procesem spawania. Ekran prezentuje nazwy i wartości wszystkich parametrów, numery zapisanych zestawów ustawień oraz ewentualne kody błędów, co ułatwia szybkie diagnozowanie i optymalizację pracy. Użytkownik ma dostęp do takich funkcji jak regulacja prądu spawania, szerokości pulsu, prądu szczytowego, długości łuku, indukcyjności czy ustawień startowych i końcowych, co pozwala na precyzyjne dopasowanie każdego etapu spawania do konkretnego materiału i metody. Panel oferuje także regulację wypływu gazu przed i po spawaniu oraz możliwość zapisu i przywoływania własnych zestawów parametrów. Dzięki cyfrowemu sterowaniu i intuicyjnemu rozmieszczeniu opcji, urządzenie jest zarówno wygodne w obsłudze, jak i w pełni funkcjonalne – niezależnie od poziomu doświadczenia użytkownika.

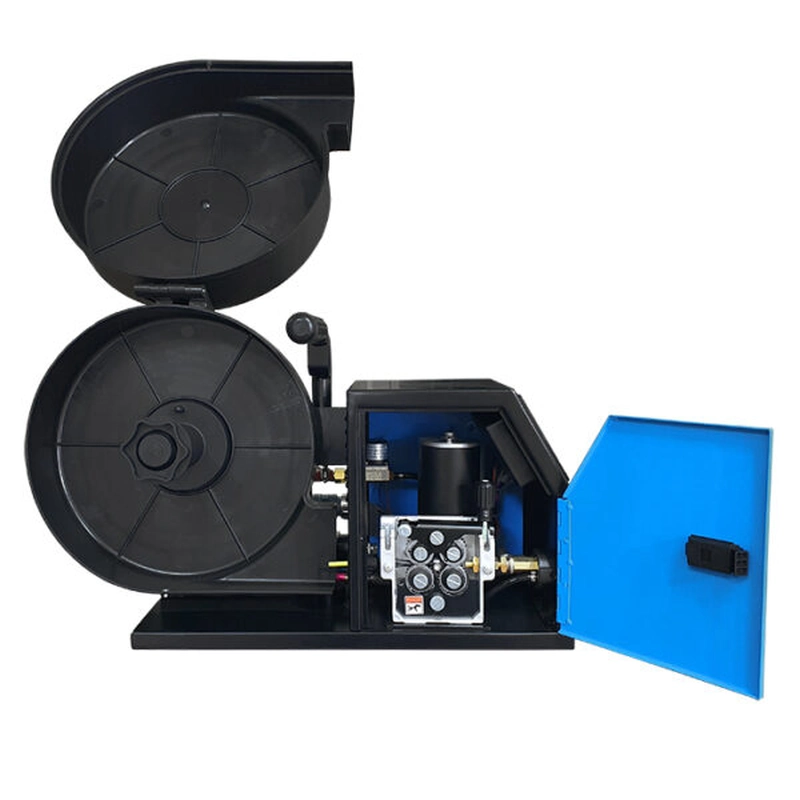
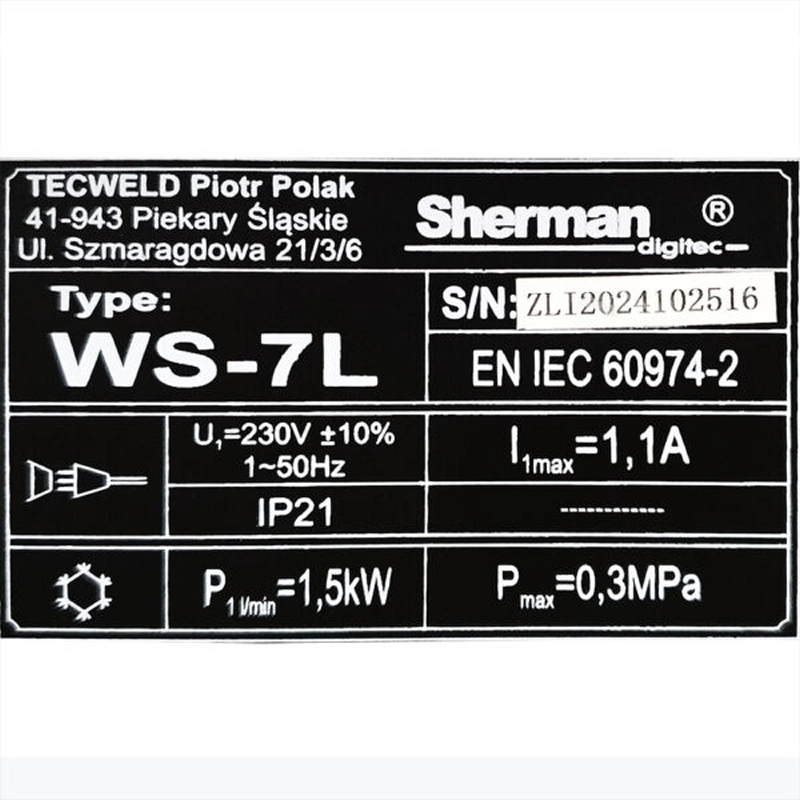
CHŁODNICA DO UCHWYTÓW SPAWALNICZYCH
Wydajność i żywotność uchwytów spawalniczych – zwłaszcza przy intensywnym użytkowaniu i wysokich prądach – w dużej mierze zależy od efektywnego chłodzenia. Coraz częściej w profesjonalnych instalacjach spawalniczych stosuje się zewnętrzne chłodnice, które zapewniają stały i niezawodny obieg chłodziwa w układzie spawarki i uchwytu. Chłodziwo krąży między agregatem a uchwytem spawalniczym, odbierając ciepło powstałe podczas spawania. Dzięki temu uchwyt pozostaje chłodny nawet przy długotrwałej pracy na wysokim obciążeniu, co bezpośrednio wpływa na komfort pracy operatora oraz ogranicza ryzyko uszkodzenia przewodów i dysz. Zewnętrzne chłodnice charakteryzują się dużą wydajnością chłodzenia, cichą pracą, a także kompaktową, mobilną konstrukcją, która pozwala na łatwą integrację z dowolnym źródłem spawalniczym.

NAJWAŻNIEJSZE ZALETY URZĄDZENIA:
3W1 SPAWARKA – inwertorowe źródło, które w efektywny i bezawaryjny sposób łączy kilka metod spawalniczych. Migomat czyli spawanie gazem obojętnym MIG i aktywnym MAG wraz ze spawaniem elektrodą otuloną MMA. Dodatkowo umożliwia stosowanie uchwytu TIG z zaworkiem do spawania w metodzie Lift z dotykowym zajarzeniem łuku.
2T-spawanie dwutaktem. Aby wyzwolić łuk należy nacisnąć przycisk na uchwycie spawalniczym i trzymać go podczas spawania, zwolnienie przycisku skutkuje wygaśnięciem łuku spawalniczego. Dodatkowo funkcja dla TIG posiada przed i po wypływ gazu.
4T-spawanie czterotaktem ( MIG/MAG ). Aby wyzwolić łuk należy nacisnąć przycisk na uchwycie spawalniczym a następnie go zwolnić . Utrzymywanie łuku będzie kontynuowane. Aby wygasić łuk spawalniczy należy przycisnąć ponownie a następnie puścić przycisk.
SPOT - funkcja spawania punktowego. Wyposażona w nastawienie wypływu gazu przed procesem spawania. Posiada szczególne znaczenie zwłaszcza w przypadku spawania punktowego( SPOT ), gdzie w krótkim czasie dostarczamy nagły skok moc, który ma na celu zgrzania dwóch elementów. Parametrami nastawczymi najczęściej również jest czas zgrzewania, wszystko to zakończone wypływem gazu po procesie spawania, który ma na celu chronić jeszcze rozgrzany zgrzew.
LIFT TIG – zajarzenie łuku w metodzie TIG bez użycia jonizatora. Zajarzenie odbywa się po przez dotknięcie materiału elektrodą wolframową, następnie odciągnięcie jej w odległości dla stabilnego łuku spawalniczego.
PRE GAS ( gaz przed ) – wypływ gazu przed zajarzeniem łuku. Zabezpiecza jeziorko przed szkodliwym działaniem powietrza atmosferycznego. Regulacja wyrażona w sekundach.
POST GAZ ( gaz po ) – wypływ gazu po procesie spawania. Zabezpiecza jeziorko przed szkodliwym działaniem powietrza atmosferycznego. Brak dodatkowej osłony gazowej może skutkować utlenianiem się spoiny. Wpływa na wystudzenie elektrody oraz zakończenia ściegu spawalniczego. Regulacja wyrażona w sekundach.
CZĘSTOTLIWOŚĆ PULSU – to częstotliwość z jaką zapętlone jest narastanie i opadanie prądu. Wpływa to na ilość wprowadzonej energii w tym samym czasie. Zwiększając częstotliwość, w tym samym momencie jak przy niższej częstotliwości, zostanie więcej razy wykonane zmiana polaryzacji z plus na minus. Wpływa to na szerokość oraz wtopienie spoiny.
ARC FORCE – funkcja wykorzystywana do udoskonalenia stabilności w łuku. Zmniejszenie jej wartości w pewnym stopniu redukuje również zużycie energii elektrycznej, łuk jest miękki i zmniejsza się głębokość wtopu. Ułatwia to pracę przy cieńszych materiałach. Analogicznie zwiększając ARC FORCE, łuk staje się bardziej skupiony, dłuższy, przetop i stabilność łuku się zwiększa.
BURN BACK – funkcja upalania drutu, nie dopuszcza do przytapiania się drutu spawalniczego do końcówki prądowej. Regulowana w czasie, umożliwia chwilowe wysunięcie drutu po zakończeniu procesu spawania.
HOT START „gorący start” - polega na chwilowym zwiększeniu prądu spawania ponad ustawioną wartość w momencie zajarzenia łuku. Zapobiega to zjawisku „przyklejania elektrody” w początkowej fazie spawania, ułatwiając rozpoczęcie całego procesu. Zalecane jest wyłączenie tej funkcji w przypadku cienkich elementów.
IGBT - nowoczesne tranzystory bipolarne, zapewniające minimum zakłóceń elektromagnetycznych i małe straty mocy. Zwiększają wydajność oraz wydłużają niezawodność źródła prądu. Umożliwiają wysoką częstotliwość przełączania, tym samym zapewniając błyskawiczne dostosowanie prądu do zmian parametrów w czasie spawania.
INDUKCYJNOŚĆ – umożliwia optymalizację procesu spawania w zależności od grubości spawanego elementu oraz warunków spawania. Zmniejszenie indukcyjności sprawia, że łuk staje się stabilniejszy i skoncentrowany a przez to pozwala na większe wtopienie w materiał. Zwiększenie indukcyjności przydatne przy spawaniu cienkich elementów przyczynia się do powstawania bardziej płynnego jeziorka. Łuk staje się miękki, zmniejsza się ilość odprysków. Funkcja odpowiednia dla cienkich elementów oraz w procesie lutospawania (pozwala uniknąć uszkodzenia ochronnej warstwy ocynku).
LUTOSPAWANIE - metoda, która w dość dużym stopniu przypomina spawanie MIG/MAG, jednak dostarczana w tym przypadku energia jest o wiele mniejsza. Lutospawanie wykorzystuje się do łączenia cienkich blach pokrytych warstwą cynku. Opisywana metoda to proces spajania, w czasie którego dochodzi do stopienia lutu, a nie materiału, z którym pracujemy. Druga część nazwy, czyli MIG/MAG, pochodzi od wykorzystania sposobu topienia drutu łukiem elektrycznym w otoczeniu gazu ochronnego. Metoda lutospawania stosowana jest jednak nie tylko do spajania blach ocynkowanych, ale też cienkich blach wykonanych ze stali nierdzewnych oraz różnoimiennych połączeń, m.in. stali kwasoodpornej ze zwykłej jakości stalą lub mosiądzu ze stalą czy nawet spawania żeliwa.
PAMIĘĆ USTAWIEŃ – funkcja umożliwiająca zapisywanie konkretnych ustawień urządzenia. Przydatna w powtarzalnych procesach, gdy chcemy w szybki sposób wrócić do ustawionych parametrów.
PULS ( PULSE ) – zapewnia lepszy transfer spoiwa w spawany materiał, co zasadniczo poprawia kontrolę nad procesem spawania oraz jakość samej spoiny. Wykorzystanie prądu pulsacyjnego pozwala na uzyskanie spoiny wyróżniającej się drobnokrystaliczną strukturą i wytrzymałością na powstawanie pęknięć gorących. Umożliwia pracę we wszystkich pozycjach i jest szczególnie przydatna dla pozycji wymuszonych. Redukuje ilość odprysków.
VRD - funkcja ta obniża napięcie w stanie bez obciążenia. W przeciągu milisekund po zakończeniu spawania, napięcie na elektrodzie otulonej zniwelowane jest do bezpiecznego poziomu. Właściwa wartość napięcia zostaje przywrócona dopiero tuż przed zajarzeniem łuku. Minimalizuje to ryzyko porażenia prądem elektrycznym. W skrajnych przypadkach utrudnia zajarzenie łuku.
PODWOZIE JEZDNE – zazwyczaj montowane w tych większych urządzeniach, choć znajdziemy również w tych spawarkach z przedziału mocy do 200 A. Podwozie wyposażone w miejsce na butle wraz z łańcuchem do jej stabilnego mocowania.
CYFROWY WYŚWIETLACZ - coraz częściej spotykany w urządzeniach spawalniczych. Użycie takiego systemu sterowania daje duże możliwości dla projektujący takie urządzenia z perspektywy opcji, danych czy choćby wizualnej możliwości pokazania trybu/metody spawania na ekranie LCD. Cyfryzacja w przypadku urządzeń spawalniczych nie musi być wrogiem użytkownika. Cyfrowy panel to przede wszystkim łatwa i czytelna obsługa urządzenia spawalniczego.
CHŁODNICA CIECZY- często spotykana w urządzeniach o zastosowaniach przemysłowych. Na celu ma zwiększenie cyklu pracy dla zespołu spawalniczego. Palnik spawalniczy jest narażony na działanie wysokich temperatur. W celu zwiększenia jego efektywności oraz wydajności stosuje się pakiety chłodzone cieczą. Układ chłodnicy wraz z uchwytem tworzy obieg, który jest wymiennikiem temperatury, dzięki czemu uchwyt mimo stosowania długich cyklów pracy nie zostaje uszkodzony w związku z działaniem wysokich temperatur.

DOOR TO DOOR - SHERMAN GWARANCJA PRODUCENTA
Wszystkie produkty z oferty sklepu spawalniczego Sherman są fabrycznie nowe i posiadają pisemną gwarancję producenta. Okres gwarancyjny wynosi 24 m-ce dla zakupu na paragon i 12 m-cy dla zakupu na fakturę. Zapewniamy profesjonalny serwis gwarancyjny i pogwarancyjny. Kupując nasze produkty mają Państwo gwarancję wysokiej jakości oraz wsparcia serwisowego.
Jesteśmy oficjalnym dystrybutorem marki Sherman z tego względu naszym klientom umożliwiamy gwarancję door to door, jest ona bardzo korzystnym rozwiązaniem szybkim i darmowym. W momencie wystąpienia awarii należy skontaktować się ze wskazanym w dokumentach serwisem. Producent uzyskawszy niezbędne informacje wysyła pod wskazany adres kuriera. Po wykonaniu naprawy tą samą drogą i również za pośrednictwem firmy kurierskiej towar wolny od wad trafia do rąk właściciela. Wszystkie koszty związane z transportem urządzenia ponosi firma Sherman. W razie pytań i wątpliwości zapraszamy do kontaktu z naszym działem sprzedaży.
Dane techniczne
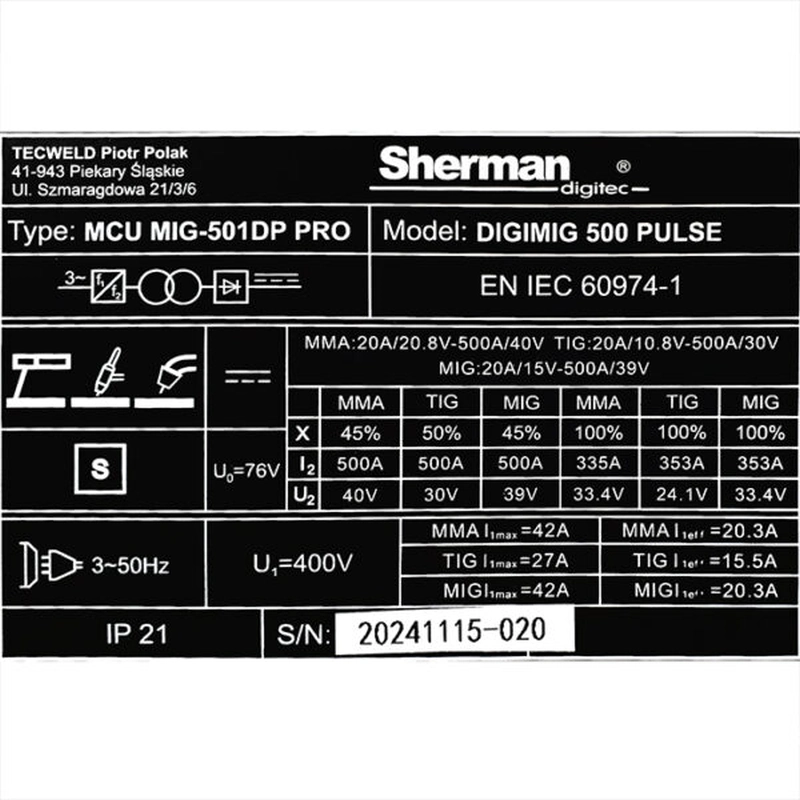
| Zasilanie | 400 V 50 Hz |
| Puls/Dual puls | Tak |
| Synergia | Tak |
| Spool gun | Nie |
| Lutospawanie | Tak |
| Szpula kg | 5/15 |
| Podajnik drutu | 4 ROLKI |
| Wielkość szpuli drutu [Ø] | 200 mm, 300 mm |
| Regulacja indukcyjności | -99 – +50% |
| CYKL PRACY [%] | MIG: 500 A / 45%; MMA: 500 A / 45%; TIG: 500 A / 50% |
| ZAKRES REGULACJI PRĄDU SPAWANIA MIG MAG [A] | MIG: 20 – 500 A; MMA: 20 – 500 A; TIG:20 – 500 A |
| FUNKCJA HOT START - MMA | prąd: 20 – 280 | czas: 0 – 99 ms |
| FUNKCJA ARC FORCE - MMA | 0 – 100 |
| NAPIĘCIE BIEGU JAŁOWEGO [V] | 76 |
| NOMINALNY POBÓR MOCY [kVA] | MIG: 24 kVA; MMA: 24 kVA; TIG: 17,6 kVA |
| NAPIĘCIE SPAWANIA MIG MAG [V] | MIG: 15 – 39 V |
| CZĘSTOTLIWOŚĆ PULSU [Hz] | TIG, MMA: 0,1 – 99 Hz; D-PULSE MIG: 0,5 – 5 Hz |
| BALANS PULSU [%] | Zakres regulacji: PULSE TIG, PULSE MMA: 5 – 95 %; D-PULSE MIG: 20 – 80 %. |
| PRE-GAS [s] | 0 – 10 |
| POST-GAS [s] | 0,1 – 50 |
| ZABEZPIECZENIE SIECI [A] | 25 |
| BURNBACK | -50 – 50 % |
| WYMIARY [mm] | 620 x 270 x 530 |
| STOPIEŃ OCHRONY | IP21 |
| CHŁODZENIE | Chłodnica | Wentylator |
| SPOT/S2T/S4T | Tak |
| Inching (automatyczne podawanie drutu) | Nie |
| WAGA URZĄDZENIA [kg] | 63 |

