Półautomat Esab Fabricator EM 401i z podajnikiem Fabricator Feed 304 i chłodnicą







 Opis
Opis
PÓŁAUTOMAT ESAB FABRICATOR EM 401I Z PODAJNIKIEM DRUTU FABRICATOR FEED 304 I CHŁODNICĄ
ESAB Fabricator EM 401i to wytrzymałe, inwertorowe źródło prądu przeznaczone do spawania metodami MIG/MAG, MMA (elektrodami otulonymi) oraz TIG DC, zaprojektowane do pracy w przemyśle ciężkim. W połączeniu z podajnikiem Fabricator Feed 304 umożliwia spawanie drutami litymi i rdzeniowymi o średnicy od 0,8 do 1,6 mm, zapewniając wysoką jakość spoin nawet przy użyciu wyłącznie CO₂. Maksymalny prąd spawania wynosi 400 A przy 60% cyklu pracy w metodzie MMA.
Półautomat ESAB Fabricator EM 401i wyposażony jest również w chłodnicę, która odpowiada za odprowadzanie ciepła generowanego podczas pracy urządzenia, co pozwala utrzymać stabilną temperaturę podajnika drutu i elementów układu spawalniczego. Dzięki temu możliwe jest długotrwałe spawanie przy wysokich prądach bez ryzyka przegrzania, co zwiększa niezawodność urządzenia, wydajność pracy oraz trwałość części eksploatacyjnych.

KOMPLETNY ZESTAW ZAWIERA:
- Półautomat Esab Fabricator EM 401i z podajnikiem drutu Fabricator Feed 304
- Instrukcja obsługi
SPAWANIE W METODZIE MMA
Spawanie metodą MMA (elektrody otulone) pozwala na efektywne łączenie stali i stali nierdzewnej w miejscach, gdzie nie można stosować gazu ochronnego. Technika ta jest uniwersalna i sprawdza się zarówno w warsztatach, jak i w terenie, umożliwiając pracę w trudnych warunkach oraz na konstrukcjach trudno dostępnych. Urządzenie zostało wyposażone w funkcję Hot Start, która ułatwia zajarzenie łuku, szczególnie przy spawaniu elektrodami o dużej średnicy, zapewniając stabilny start spawania. Dodatkowo funkcja Arc Force pozwala precyzyjnie dostosować charakterystykę łuku – zmniejszenie jej wartości powoduje miękki łuk i płytszy wtop, ułatwiając pracę przy cieńszych materiałach, natomiast zwiększenie Arc Force sprawia, że łuk staje się bardziej skupiony, głębszy i stabilny.
INTUICYJNA OBSŁUGA I ŁATWA REGULACJA
ESAB Fabricator EM 401i został zaprojektowany z myślą o prostocie i ergonomii pracy, oferując tylko te ustawienia i funkcje, które są rzeczywiście potrzebne operatorowi. Dzięki temu urządzenie jest intuicyjne, a spawanie staje się łatwiejsze i bardziej wydajne. Parametry sterujące na podajniku drutu można nawet zmieniać zdalnie, co zwiększa komfort pracy. Urządzenie działa płynnie i cicho, zapewniając minimalną ilość odprysków spawalniczych zarówno przy niskich, jak i wysokich ustawieniach parametrów.
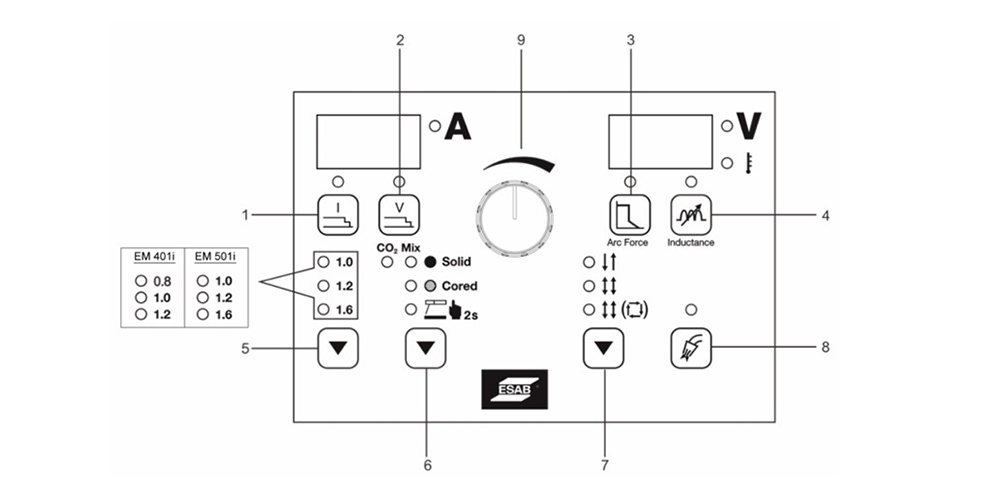
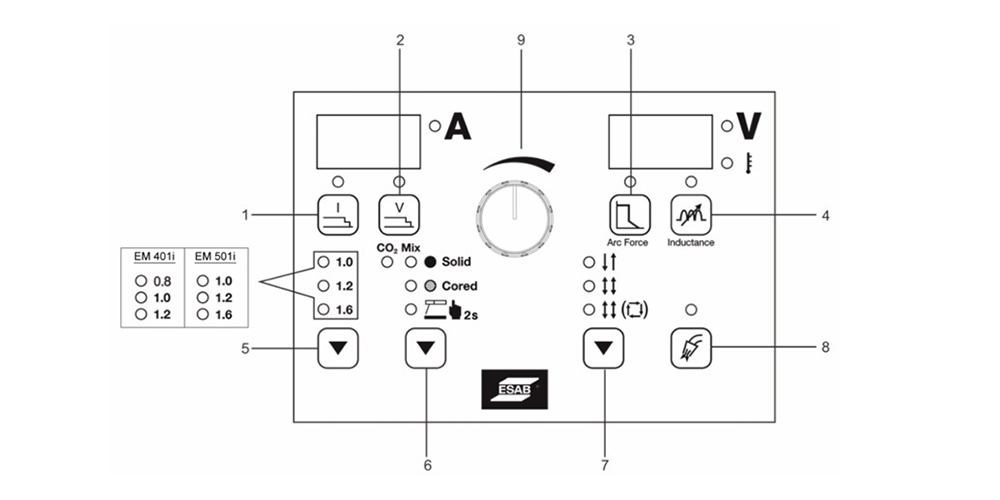
- Prąd łuku końcowego - Reguluje prąd łuku końcowego w trybie 4T i w trybie powtarzania 4T.
- Napięcie łuku końcowego - Reguluje napięcie łuku końcowego w trybie 4T i w trybie powtarzania 4T.
- Moc łuku - Moc łuku ma istotne znaczenie przy ustalaniu zmian prądu w stosunku do zmian długości łuku. Niższa wartość oferuje łagodniejszy łuk z mniejszą ilością rozprysków. Dotyczy tylko spawania MMA.
- Indukcyjność - Ustawia dynamikę łuku. Niższa indukcyjność tworzy twardy łuk, a wyższa indukcyjność tworzy miękki łuk.
- Średnica drutu - Wybiera średnicę drutu spawalniczego. Ma zastosowanie tylko do spawania MIG.
- Proces spawania / typ drutu i gazu - Wybiera proces spawania: Drut lity - CO2 (MIG/MAG); Lity - gaz mieszany (MIG/MAG); Drut rdzeniowy (MIG/MAG); Spawanie MMA.
Jeśli ma zostać wybrany tryb MMA, nacisnąć i przytrzymać przez 2 sekundy. Aby wyjść z trybu MMA, nacisnąć ponownie jeszcze raz.
ZABEZPIECZENIE TERMICZNE
Źródło prądu spawania zostało wyposażone w skuteczne zabezpieczenie termiczne, które chroni urządzenie przed uszkodzeniem w wyniku przegrzania. W momencie, gdy temperatura wewnętrzna przekroczy dopuszczalny poziom, prąd spawania zostaje automatycznie przerwany, a włączona kontrolka sygnalizuje przegrzanie. Po ochłodzeniu urządzenia do bezpiecznej temperatury roboczej zabezpieczenie resetuje się samoczynnie, umożliwiając dalszą pracę bez konieczności ręcznej ingerencji operatora.
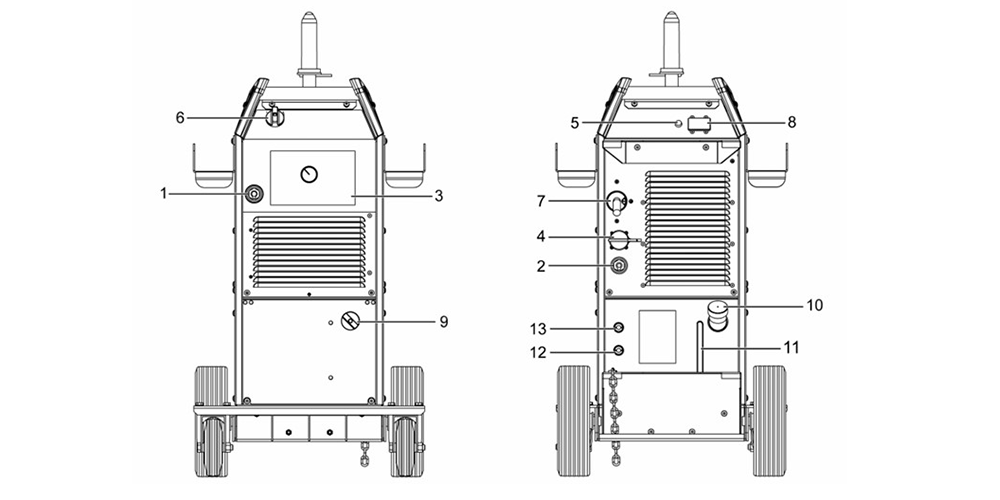
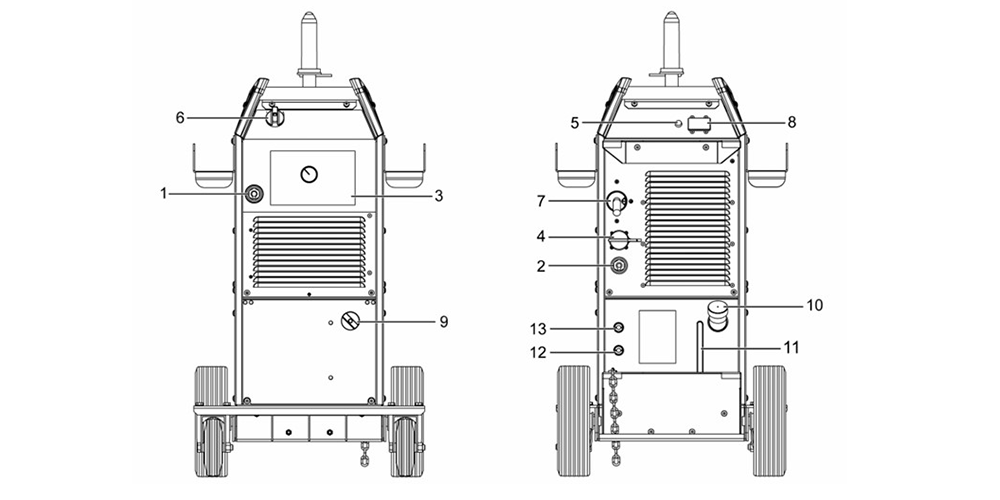
- Połączenie (+): MIG/MAG: przewód spawalniczy, MMA: przewód spawalniczy lub przewód masowy.
- Połączenie (-): MIG/MAG: przewód masowy, MMA: przewód masowy lub przewód spawalniczy.
- Kontrolka LED, przegrzanie.
- Przyłącze podajnika drutu.
- Bezpiecznik zasilania wejściowego regulatora gazu.
- Przełącznik zasilania sieciowego, WŁ./WYŁ.
- Wlot przewodu sieciowego.
- Gniazdo zasilania 24 V AC regulatora gazu.
- Przełącznik zasilania jednostki chłodzącej WŁ./WYŁ.
- Uzupełnianie chłodziwa.
- Min./maks. poziom chłodziwa.
- Złącze CZERWONE do (powrotu) chłodziwa do chłodnicy.
- Złącze NIEBIESKIE do chłodziwa z chłodnicy.
NAJWAŻNIEJSZE ZALETY URZĄDZENIA:
- 2T/4T - przy dwutakcie po naciśnięciu przycisku start następuje proces spawania, natomiast po puszczeniu przycisku proces spawania zostaje zatrzymany. Czterotakt jest szczególnie przydatny w przypadku długich spoin, jak również podczas prac, w których niezbędne jest dowolne manewrowanie uchwytem np. w trakcie spawania rur. Po naciśnięciu i puszczeniu przycisku następuje zajarzenie łuku, dopiero powtórne przyciśnięcie i puszczenie kończy proces,
-
HOT START „gorący start” - polega na chwilowym zwiększeniu prądu spawania ponad ustawioną wartość w momencie zajarzenia łuku. Zapobiega to zjawisku „przyklejania elektrody” w początkowej fazie spawania, ułatwiając rozpoczęcie całego procesu. Zalecane jest wyłączenie tej funkcji w przypadku cienkich elementów,
- ARC FORCE – funkcja wykorzystywana do udoskonalenia stabilności w łuku. Zmniejszenie jej wartości w pewnym stopniu redukuje również zużycie energii elektrycznej, łuk jest miękki i zmniejsza się głębokość wtopu. Ułatwia to pracę przy cieńszych materiałach. Analogicznie zwiększając ARC FORCE, łuk staje się bardziej skupiony, dłuższy, przetop i stabilność łuku się zwiększa,
-
INDUKCYJNOŚĆ – umożliwia optymalizację procesu spawania w zależności od grubości spawanego elementu oraz warunków spawania. Zmniejszenie indukcyjności sprawia, że łuk staje się stabilniejszy i skoncentrowany a przez to pozwala na większe wtopienie w materiał. Zwiększenie indukcyjności przydatne przy spawaniu cienkich elementów przyczynia się do powstawania bardziej płynnego jeziorka. Łuk staje się miękki, zmniejsza się ilość odprysków. Funkcja odpowiednia dla cienkich elementów oraz w procesie lutospawania (pozwala uniknąć uszkodzenia ochronnej warstwy ocynku),
-
WYŁĄCZNIK PRZECIĄŻENIOWY – wbudowane urządzenie mające na celu odcięcie zasilania gdy z jakiegoś powodu nastąpi przepięcie. Chroni to przed uszkodzeniem sieci zasilającej jak i samego urządzenia.

DOOR TO DOOR - 3 LATA GWARANCJA PRODUCENTA
Wybierając sprzęt marki ESAB, zyskujesz pewność i bezpieczeństwo. Model Fabricator objęty jest niespotykaną na rynku, trzyletnią gwarancją producenta. W przypadku awarii serwis realizowany jest w systemie wygodnym dla klienta, co minimalizuje przestoje w pracy.
Dane techniczne
| Zasilanie | 400 V 50 Hz |
| Puls/Dual puls | Nie |
| Synergia | Nie |
| Spool gun | Nie |
| Lutospawanie | Nie |
| Szpula kg | 5/15 |
| Podajnik drutu | 4 ROLKI |
| ZASILANIE [V] | 380-415 V ±10 %, 3 Φ, 50/60 Hz |
| Normy | CE, EAC |
| Wymiary dł. x szer. x wys. (mm) | 1035 x 500 x 500 |
| ZAKRES REGULACJI PRĄDU SPAWANIA MIG MAG [A] | 30-400 A (15.5-34 V) |
| CYKL PRACY MIG | MIG/MAG: 30% - 400 A | 100% - 310 A |
| ZAKRES REGULACJI PRĄDU SPAWANIA MMA [A] | 30-400 A (21.2-36 V) |
| CYKL PRACY MMA | 60% - 400 A | 100% - 310 A |
| EFEKTYWNOŚĆ ENERGETYCZNA [%] | 86 |
| STOPIEŃ OCHRONY | IP23 |
| SPOT/S2T/S4T | Nie |
| Inching (automatyczne podawanie drutu) | Nie |
| WAGA URZĄDZENIA [kg] | 111,5 |
| ZAKRES TEMPERATUR ROBOCZYCH [ºС] | -10 to +40 °C |

