Wprowadzenie technologii cięcia plazmowego do warsztatu to moment, w którym obróbka stali ulega całkowitej transformacji. Czasochłonne, głośne i generujące ogromne ilości szkodliwego pyłu rozcinanie blach za pomocą tarcz ściernych w szlifierkach kątowych zostaje zastąpione procesem wielokrotnie szybszym i precyzyjniejszym. W przeciwieństwie do tradycyjnych palników acetylenowo-tlenowych, plazma nie wymaga kosztownego i niebezpiecznego składowania butli z gazami wybuchowymi. Co więcej, strefa wpływu ciepła (SWC) w ciętym materiale jest na tyle wąska, że detal nie ulega masywnym deformacjom termicznym.
Dla wielu początkujących operatorów i właścicieli firm wybór odpowiedniego urządzenia oraz sama zasada jego działania pozostają jednak niezrozumiałe. Czym różni się klasyczna maszyna od sprzętu wyposażonego w zajarzanie pneumatyczne (Blow-Back)? Za co odpowiada hafn w elektrodzie i z jakich dokładnie elementów składa się palnik? W tym poradniku rozkładamy przecinarki plazmowe na czynniki pierwsze, dostarczając inżynierskiej wiedzy, która ułatwi Ci świadomy zakup i bezawaryjną eksploatację sprzętu.
- Zajarzanie Blow-Back zamiast HF: Jeśli tniecie na stołach CNC lub w pobliżu czułej elektroniki, unikajcie zajarzania wysoką częstotliwością (HF). System pneumatyczny (Blow-Back) nie emituje zakłóceń i drastycznie wydłuża żywotność dysz.
- Technika Rolling Pierce chroni dysze: Przebijanie blachy palnikiem ustawionym pionowo sprawia, że płynny metal odbija się w górę i topi miedzianą dyszę. Zawsze przebijaj materiał pod kątem (45°-60°).
- Osuszacz to konieczność: Wilgoć w układzie sprężonego powietrza powoduje gwałtowne utlenianie się i wypalanie wkładki hafnowej w elektrodzie, co jest główną przyczyną awarii palnika.
 |
 |
|---|---|
| Spartus CUT 40 E | SKANDI KRAFT iTECH CUT 85 CNC Blow Back |
Jak działa przecinarka plazmowa? (Fizyka zjonizowanego gazu)
Wielu użytkowników błędnie zakłada, że to prąd elektryczny płynący z maszyny fizycznie przecina materiał. W rzeczywistości prąd pełni jedynie funkcję zapalnika. Głównym, twardym narzędziem tnącym jest tu gaz, który pod wpływem potężnej energii zmienia swój stan skupienia z gazowego w plazmę - materię uznawaną w fizyce za czwarty stan skupienia, charakteryzującą się doskonałym przewodnictwem elektrycznym. W typowych, warsztatowych urządzeniach tym gazem jest najczęściej zwykłe sprężone powietrze dostarczane z kompresora.
Proces rozpoczyna się od wygenerowania wewnątrz głowicy uchwytu plazmowego łuku elektrycznego (tzw. łuku pilotującego). Sprężone powietrze, omiatając ten łuk, podgrzewa się do ekstremalnych temperatur, sięgających od 15 000°C do nawet 25 000°C. W ułamku sekundy gaz ulega jonizacji. Tak powstała plazma jest następnie przeciskana przez mikroskopijny otwór w miedzianej dyszy tnącej. Zabieg ten dławi i drastycznie kompresuje strumień, wystrzeliwując zjonizowany gaz w kierunku obrabianego materiału z prędkością ponaddźwiękową.
Gdy gorąca plazma styka się z uziemionym metalem, zamyka się główny obwód prądowy. Temperatura natychmiast topi strukturę krystaliczną stali, a potężna energia kinetyczna sprężonego powietrza bezlitośnie wydmuchuje płynny metal w dół, tworząc czystą, wąską szczelinę (rzaz). Warunek jest jeden - aby proces zadziałał, cięty materiał musi przewodzić prąd. Dlatego przecinarką plazmową bez problemu przetniemy stal węglową, stal nierdzewną (INOX), aluminium, mosiądz czy miedź, ale nie przetniemy szkła czy plastiku.
Budowa przecinarki plazmowej i elementy uchwytu (Palnika)
Sama maszyna stojąca na posadzce to zaawansowany inwertor - zasilacz, który przetwarza prąd sieciowy na prąd stały o wysokim napięciu i natężeniu, połączony z układem redukcji ciśnienia powietrza. Prawdziwa obróbka cieplna i aerodynamika odbywa się jednak na końcu przewodu, w samym palniku trzymanym przez operatora.
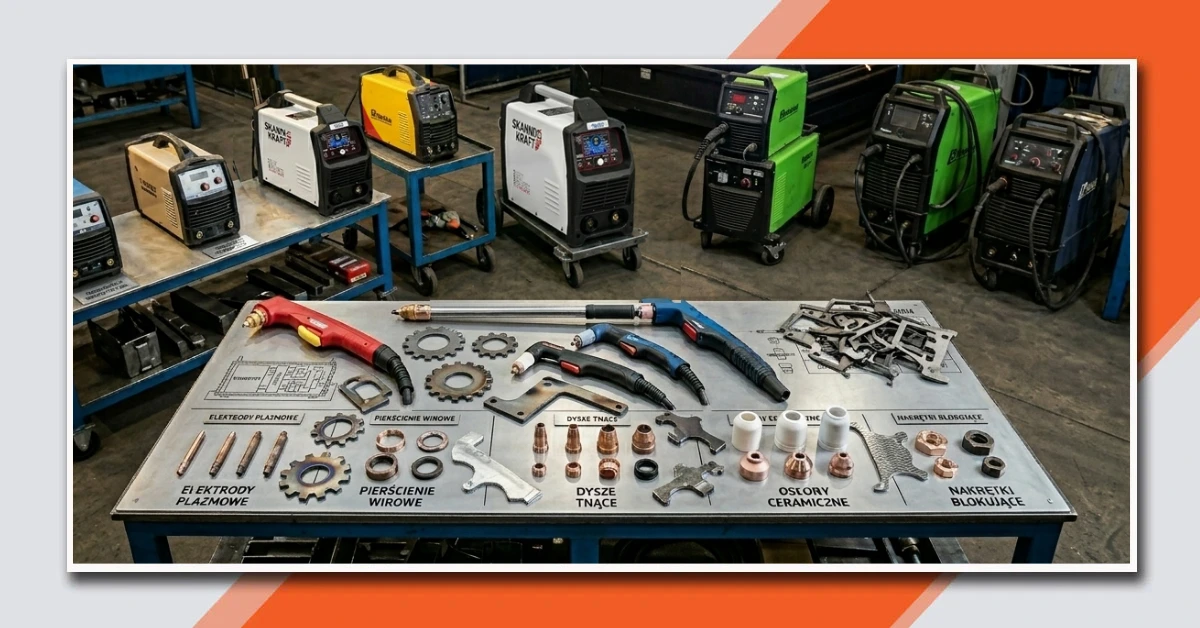
Niezależnie od tego, czy Twoje urządzenie jest wyposażone w standardowy uchwyt typu PT-80 lub P-80, czy w nowoczesne, precyzyjne palniki takie jak Spartus 45 / 85 / 125, IPT 40 czy Trafimet CB 50, architektura wnętrza głowicy opiera się na czterech rygorystycznie spasowanych elementach eksploatacyjnych:
- Elektroda plazmowa: Nie jest to zwykły kawałek miedzi. W jej wierzchołek wprasowana jest niewielka wstawka wykonana z hafnu (lub cyrkonu). Hafn to pierwiastek, który wybitnie emituje elektrony w ekstremalnych temperaturach i to z niego bezpośrednio inicjowany jest łuk. Pod wpływem erozji cieplnej hafn stopniowo wyparowuje, tworząc krater. (Wiedza ekspercka: Profesjonaliści wymieniają elektrody plazmowe, gdy krater osiągnie głębokość ok. 1 mm. Dalsza praca spowoduje wyrwanie łuku na miedziany korpus, co stopi cały palnik od środka).
- Pierścień zawirowujący (Swirl Ring): Mały, ceramiczny lub polimerowy cylinder. To on nadaje powietrzu potężny ruch wirowy (cyklonowy). Wirujący gaz chłodzi elektrodę z zewnątrz i "ściska" łuk plazmowy dokładnie w osi dyszy.
- Dysza tnąca: Miedziana osłona z centralnym otworem, która formuje strumień plazmy. Średnicę otworu dyszy plazmowej dobiera się ściśle do ustawionego Amperażu. Jeśli dysza ulegnie zniekształceniu (otwór stanie się jajowaty), palnik zacznie ciąć ukosem, co omówiliśmy w artykule o przyczynach krzywego cięcia plazmą.
- Osłona ceramiczna (Kubek ochronny): Zewnętrzny element izolujący, który scala cały pakiet i chroni wnętrze palnika przed odpryskami.
Inicjacja łuku plazmowego: Zajarzanie HF vs Blow-Back (Pneumatyczne)
Wybór sposobu, w jaki przecinarka inicjuje łuk pilotujący, drastycznie determinuje jej żywotność i bezpieczeństwo pracy w nowoczesnym warsztacie. Na rynku dominują obecnie dwa rozwiązania:
- Zajarzanie wysokotliwościowe (HF - High Frequency): W momencie wciśnięcia spustu, urządzenie generuje impuls wysokiego napięcia, który wywołuje iskrę między elektrodą a dyszą. Głównym problemem technologii HF jest zjawisko emisji zakłóceń elektromagnetycznych (EMI). Uderzenia HF działają jak antena, która potrafi zawiesić delikatną elektronikę w warsztacie (np. komputery diagnostyczne czy sterowniki maszyn). Ponadto, wyładowania iskrowe przyspieszają mikro-wykruszenia hafnu, skracając życie elektrody.
- Zajarzanie pneumatyczne (Blow-Back / No-HF): W tym systemie wewnątrz uchwytu znajduje się ruchoma elektroda, która w stanie spoczynku jest fizycznie zwarta z dyszą. Gdy operator naciska spust, impuls sprężonego powietrza uderza w tył elektrody i mechanicznie cofa ją do tyłu. To fizyczne rozwarcie styków pod prądem płynnie "wyciąga" łuk pilotujący. Blow-Back eliminuje zakłócenia elektromagnetyczne (jest obowiązkowy przy stołach plazmowych CNC). Gwarantuje także natychmiastowe zajarzenie łuku nawet na mocno zardzewiałym czy pomalowanym materiale, a ze względu na brak uderzeń wysokiego napięcia, żywotność dysz i elektrod wzrasta wielokrotnie względem systemów HF.
Wiesz już jak to działa? Zobacz, które maszyny na rynku są najlepsze!
Nasi eksperci zebrali najpopularniejsze modele urządzeń i zestawili je w jednym, wielkim porównaniu. Zobacz, które maszyny 230V i 400V wygrywają testy wydajności i są rekomendowane przez profesjonalistów z branży.
Poradnik cięcia ręcznego plazmą: Jak unikać zniszczenia dysz?
Zużycie części eksploatacyjnych to główny koszt obróbki plazmowej. W 90% przypadków błyskawiczne stopienie miedzianej dyszy to wina nieprawidłowej techniki startu lub błędnego prowadzenia palnika przez początkujących operatorów. Aby radykalnie wydłużyć żywotność palnika, należy opanować cztery żelazne zasady warsztatowe.
1. Przebijanie materiału (Rolling Pierce)
Najbardziej niszczycielskim momentem jest fizyczne przebijanie się przez pełen materiał na środku blachy. Kiedy naciskasz spust trzymając palnik idealnie pionowo, potężne ciśnienie powietrza odbija się od dna tworzącego się krateru i wypluwa fontannę płynnego metalu do góry – prosto w dyszę. Płynna stal zakleja otwór i tworzy natychmiastowe zwarcie (tzw. podwójne łukowanie).
Inżynierska technika eliminująca ten problem to Rolling Pierce (Przebijanie pod kątem). Zamiast przykładać palnik prostopadle, należy pochylić go pod kątem około 45° do 60° i zajarzyć łuk. W tej pozycji płynny metal zostaje bezpiecznie wydmuchany w bok. Następnie w ułamku sekundy palnik należy płynnie wyprostować do pionu (90°), poczekać, aż plazma przebije się na wylot (gdy iskry polecą pod stół), i dopiero wtedy rozpocząć ruch posuwisty.
2. Dystans od blachy (Standoff distance)
Kardynalnym błędem nowicjuszy jest "szuranie" gołą, miedzianą dyszą bezpośrednio po ciętej blasze. Wprawdzie łuk tnie, ale dysza przejmuje część prądu, co w kilka minut topi jej krawędzie i deformuje otwór wylotowy. Palnik należy prowadzić w stałej odległości 1.5 mm – 2.0 mm nad materiałem. Jeśli nie masz "chirurgicznej ręki", koniecznie używaj dedykowanych akcesoriów: sprężynek dystansowych, wózków prowadzących (sanek) lub specjalnych osłon stykowych (Drag Shields), które mechanicznie utrzymują idealny odstęp.
3. Prędkość cięcia i "czytanie iskier"
Z jaką prędkością ciąć? Powie Ci to zachowanie plazmy pod blachą. Twoim drogowskazem jest kąt wyrzutu iskier:
- Zbyt wolno: Łuk staje się bardzo szeroki, szczelina cięcia rośnie, materiał mocno się nagrzewa, a łuk zaczyna "błądzić" w poszukiwaniu masy, co wypala otwór w dyszy.
- Zbyt szybko: Plazma nie nadąża z przepalaniem dołu blachy. Iskry odchylają się mocno do tyłu, a często wracają rykoszetem do góry, uderzając prosto w palnik.
- Idealna prędkość: Iskry spadają pod kątem około 15° do 20° w kierunku przeciwnym do kierunku cięcia.
4. Prawidłowe zakończenie cięcia (Krawędź)
Gdy dojeżdżasz do końca blachy, nie pozwól, aby palnik "zjechał w powietrze" z wciśniętym spustem. Łuk plazmowy gwałtownie straci masę roboczą i gwałtownie się zerwie, co powoduje wyrywanie mikrocząsteczek hafnu z elektrody, drastycznie skracając jej życie. Spust na uchwycie należy zwolnić dosłownie ułamek sekundy przed tym, zanim łuk wyjdzie poza krawędź detalu.
Jakie są rodzaje przecinarek plazmowych?
Wybór odpowiedniej maszyny zależy bezpośrednio od grubości przecinanych detali oraz infrastruktury zasilającej:
1. Maszyny jednofazowe (230V)
Do blacharstwa samochodowego i cięcia profili bramowych (grubości 10-15 mm) idealnym wyborem są przecinarki plazmowe 230V. Oferują niesamowitą mobilność w terenie lub przydomowym garażu.
2. Przecinarki zintegrowane z kompresorem
Wyspecjalizowaną podgrupą dla brygad terenowych są przecinarki plazmowe z wbudowanym kompresorem. W jednej obudowie inwertora zintegrowano sprężarkę tłokową, co w pełni uniezależnia operatora od dźwigania zewnętrznych węży i urządzeń pneumatycznych.
3. Urządzenia siłowe (400V) do przemysłu
Do seryjnego palenia blach o grubości 20, 30 czy nawet 40 mm niezbędne są przecinarki plazmowe 400V. Zasilanie trójfazowe gwarantuje stabilność łuku oraz przemysłowy cykl pracy bez ryzyka przegrzania elektroniki maszyny.
4. Źródła pod maszyny numeryczne (CNC)
Zwieńczeniem tej technologii są maszynowe przecinarki plazmowe CNC. Są to jednostki wyposażone w złącza sygnałowe oraz dzielniki napięcia, wysyłające do kontrolera wysokości palnika (THC) na stole sygnał pozwalający na idealne prowadzenie maszyny.
Pamiętaj: Każdy z systemów (poza wersjami "Compressor") będzie wymagał bezwzględnie czystego, suchego powietrza. Woda w wężach to śmierć dla elektrody. Więcej o doborze osuszaczy i sprężarek przeczytasz w poradniku: Jaki kompresor do przecinarki plazmowej wybrać?
Najczęściej Zadawane Pytania (FAQ)
Jaką grubość blachy przetnie przecinarka plazmowa 230V?
Wydajność cięcia urządzeń jednofazowych zależy od amperażu i rodzaju ciętej stali. Standardowa, wysokiej klasy przecinarka zasilana napięciem 230V (generująca prąd 40-45A) potrafi przeciąć jakościowo stal węglową o grubości od 10 do 12 mm. Maksymalna grubość cięcia rozdzielającego w takich maszynach wynosi zazwyczaj około 15-16 mm. W przypadku cięcia aluminium i stali nierdzewnej wydajność ta spada o około 20-30%.
Czy do przecinarki plazmowej potrzebny jest osuszacz powietrza?
Tak, to absolutny wymóg. Sprężarki tłokowe kondensują wilgoć z powietrza. Gdy krople wody wpadają do palnika, pod wpływem temperatury 15 000°C ulegają gwałtownej dysocjacji termicznej (rozpadają się, uwalniając tlen). Ten nagły zastrzyk tlenu błyskawicznie utlenia i spala wkładkę hafnową w elektrodzie. Aby tego uniknąć, układ powietrza musi być wyposażony w zespół przygotowania (filtry i osuszacz).
Dlaczego przecinarka plazmowa tylko iskrzy, a łuk główny nie chce się zajarzyć?
Zjawisko, w którym w palniku pojawia się tylko słaba iskra (łuk pilotujący), ale maszyna nie przechodzi w cięcie główne, ma zazwyczaj trzy inżynieryjne przyczyny. 1) Słaby styk na klemie masowej – obwód elektryczny nie może się zamknąć po przyłożeniu do blachy. 2) Głęboko wypalony krater w hafnie elektrody (ponad 1-1.5 mm). 3) Zbyt niskie ciśnienie sprężonego powietrza docierającego do maszyny, przez co presostat blokuje oddanie pełnej mocy, by chronić palnik przed stopieniem.

