Spawarka Sherman Digitig 315 AC/DC Multipulse - Do Aluminium









Ocenę produktu może wystawić każdy użytkownik. Nie weryfikujemy, czy oceniający kupił produkt. Opinie zweryfikowane w Trusted Shops
 Opis
Opis
SHERMAN DIGITIG 315 AC/DC MULTIPULSE – PROFESJONALNA SPAWARKA DO ALUMINIUM I STALI
Sherman DIGITIG 315 AC/DC Multipulse to zaawansowana spawarka inwertorowa stworzona z myślą o profesjonalistach, którzy potrzebują precyzji i elastyczności w codziennej pracy. Urządzenie obsługuje metody TIG AC/DC oraz MMA, co pozwala spawać aluminium, stal nierdzewną, miedź i wiele innych metali. Wyposażona w cztery kształty fali prądu AC, funkcję spawania z pulsem i pamięć programów, umożliwia precyzyjne dopasowanie parametrów do każdego zadania. Czytelny panel z wyświetlaczem LED i możliwość sterowania z uchwytu TIG sprawiają, że praca jest szybka i wygodna. To idealny wybór dla warsztatów, serwisów i zakładów produkcyjnych, gdzie liczy się jakość, kontrola i wydajność.

KOMPLETNY ZESTAW ZAWIERA:
- Spawarka Sherman DIGITIG 315 AC/DC MULTIPULSE
- Uchwyt do spawania metodą TIG (HF) chłodzony cieczą - 4m (Wymaga podłączenia do chłodnicy, nie dostępnej w tej ofercie) !
- Przewód elektrodowy MMA - 3m
- Przewód masowy z zaciskiem kleszczowym - 3m
- Instrukcja obsługi w języku polskim
PRECYZYJNE SPAWANIE ALUMINIUM DZIĘKI ZALETOM TIG AC/DC
Spawarka DIGITIG 315 AC/DC Multipulse została zaprojektowana z myślą o najwyższej jakości spawaniu aluminium. Dzięki metodzie TIG AC możliwe jest efektywne łączenie elementów aluminiowych, także tych o większej grubości, co wspiera wysoka moc urządzenia – aż 315 A. Użytkownik ma do dyspozycji aż cztery kształty fali AC (sinus, prostokąt, trójkąt i mieszana), co pozwala optymalnie dobrać charakterystykę łuku do konkretnego zadania i rodzaju materiału. Zaawansowana kontrola parametrów pulsu i balansu pozwala osiągać idealną estetykę lica i doskonałą penetrację, nawet przy cienkich blachach. To niezawodne narzędzie zarówno do produkcji, jak i precyzyjnych prac warsztatowych.
INTUICYJNY PANEL STEROWANIA – PEŁNA KONTROLA NAD SPAWANIEM
Panel sterowania w spawarce DIGITIG 315 AC/DC Multipulse został zaprojektowany tak, żeby maksymalnie ułatwić obsługę. Duży, czytelny wyświetlacz pokazuje wszystkie najważniejsze parametry pracy, a dzięki prostemu menu i pokrętłu możesz szybko ustawić tryb spawania, rodzaj prądu, pulsy czy balans fali AC. Wszystko działa płynnie - nawet w rękawicach. Spawarka pozwala też zapisać swoje ustawienia, co oszczędza czas przy powtarzalnych pracach. To wygodne, intuicyjne rozwiązanie, które sprawdzi się zarówno w warsztacie profesjonalisty, jak i u bardziej zaawansowanego hobbysty.

A – wyświetlacz parametrów spawania - Wyświetlacz wskazuje parametry podczas ich ustawiania oraz w trakcie spawania. Zaświecenie się odpowiedniej
diody z boku wyświetlacza wskazuje jednostkę parametru.
B – Przycisk gazu ochronnego - Przycisk służy do sprawdzania prawidłowości przepływu gazu. Wciśnięcie i przytrzymanie przycisku powoduje otwarcie elektrozaworu i przepływ gazu. Zwolnienie przycisku zamyka przepływ gazu.
C – Przycisk wyboru kształtu fali prądu AC - Przycisk aktywny wyłącznie podczas spawania metodą TIG prądem przemiennym (AC). Pozwala dokonać wyboru kształtu fali:
fala sinusoidalna: Klasyczna fala, podobna do spawarek transformatorowych, preferowana przez starszych spawaczy.
fala prostokątna: Uniwersalny, najczęściej stosowany kształt fali do spawania każdego materiału. Generuje więcej ciepła w strefie spawania, większe wtopienie niż pozostałe kształty.
fala trapezoidalna: Bardziej miękki łuk z płynnym jeziorkiem i dobrym zwilżaniem materiału. Lepsza kontrola łuku niż przy fali sinusoidalnej.
fala trójkątna: Preferowana szczególnie przy spawaniu cienkich materiałów.
Uwaga! Wybór kształtu fali dotyczy wyłącznie fazy spawania, w której prowadzone jest spawanie nominalnym prądem spawania. W fazie narastania i opadania prądu stosowana jest fala prostokątna, bez możliwości jej zmiany.
D – Przycisk regulacji parametrów MMA - Przycisk pozwala na regulację parametrów podczas spawania metodą MMA. Wybór parametru sygnalizowany jest
przez zapalenie się odpowiedniej diody
- HotStart
- ArcForce
- Current
E – Pokrętło / przycisk regulacji - Pokrętło regulacji służy do zmiany parametrów spawania.
F – Przycisk sterowania pracą źródła:
- 2T - Tryb dwutaktu
- 4T - Tryb czterotaktu
- SPOT - Spawanie punktowe
G – Przycisk wyboru rodzaju prądu spawania (AC / DC) oraz pulsu
H – Pamięć ustawień

GRAFICZNA DRABINKA TIG – PEŁNA KONTROLA NAD PROCESEM SPAWANIA
Panel przedni spawarki DIGITIG 315 AC/DC Multipulse wyposażony jest w czytelną drabinkę TIG, która wizualnie przedstawia każdy etap cyklu spawania – od zajarzenia łuku, przez narastanie i spadek prądu, puls, aż po wygaszenie łuku i czas wypływu gazu. Taki graficzny układ znacząco ułatwia precyzyjne ustawienie wszystkich parametrów i zapewnia pełną kontrolę nad przebiegiem całego procesu. Użytkownik dokładnie widzi, które fazy są aktywne i jakie wartości zostały przypisane, co minimalizuje ryzyko błędów. To praktyczne i intuicyjne rozwiązanie, szczególnie przydatne przy zapamiętywaniu i powtarzaniu złożonych programów spawalniczych.

ZMIANA PROGRAMÓW Z UCHWYTU – SZYBKOŚĆ I WYGODA W TRAKCIE SPAWANIA

Możliwość zmiany programów bezpośrednio z rękojeści uchwytu znacząco zwiększa komfort pracy i skraca czas potrzebny na dostosowanie parametrów. Operator może w każdej chwili przełączać się między zapisanymi ustawieniami bez konieczności podchodzenia do panelu sterowania. To idealne rozwiązanie przy pracy z różnymi materiałami lub podczas wykonywania wielu spoin o zróżnicowanych wymaganiach. Funkcja ta sprawdza się zarówno w warunkach warsztatowych, jak i w produkcji seryjnej, gdzie liczy się tempo i powtarzalność.


UWAGA! - UCHWYT Z URZĄDZENIEM PRZEZNACZONY JEST DO PRACY Z CHŁODNICĄ
Sherman DIGITIG 315 AC/DC Multipulse jest wyposażony w uchwyt TIG T-18, który został zaprojektowany do pracy wyłącznie z chłodzeniem cieczą. Aby zapewnić bezpieczną i ciągłą eksploatację przy wysokich prądach spawania, uchwyt musi być podłączony do zewnętrznej chłodnicy wodnej. Dzięki temu możliwa jest długotrwała praca bez ryzyka przegrzewania uchwytu czy uszkodzeń, co przekłada się na większy komfort spawacza i stabilność całego procesu.
W przypadku zakupu urządzenia w wersji „solo”, chłodnica może być dokupiona oddzielnie, co pozwala dopasować zestaw do potrzeb warsztatu lub użytkownika.
PRZYKŁAD KOMPLETNEGO ZESTAWU Z CHŁODNICĄ ZNALEŹĆ MOŻNA TUTAJ: ZESTAW SHERMAN DIGITIG 315 AC/DC MULTIPULSE Z CHŁODNICĄ
NAJWAŻNIEJSZE ZALETY URZĄDZENIA:
SPOT - funkcja spawania punktowego. Wyposażona w nastawienie wypływu gazu przed procesem spawania. Posiada szczególne znaczenie zwłaszcza w przypadku spawania punktowego( SPOT ), gdzie w krótkim czasie dostarczamy nagły skok moc, który ma na celu zgrzania dwóch elementów. Parametrami nastawczymi najczęściej również jest czas zgrzewania, wszystko to zakończone wypływem gazu po procesie spawania, który ma na celu chronić jeszcze rozgrzany zgrzew.
AC BALANS - możliwość regulacji stosunku czasu trwania polaryzacji dodatniej do ujemnej w pojedynczym okresie. Regulacja balansu decyduje o wprowadzanej ilości ciepła w materiał oraz kształcie i wtopieniu spoiny. Regulacja balansu ma również wpływ na obciążenie elektrody wolframowej. Przy odwrotnej polaryzacji w metodzie TIG im krótsza faza dodatnia (mniejszy balans), tym spoina jest węższa, a wtopienie większe. Zwiększając balans, zyskujemy lepsze czyszczenie, szeroką spoinę i płytsze wtopienie. Polaryzacja ujemna ma za zadanie tworzyć większe wtopienie w materiał. \
CZĘSTOTLIWOŚĆ AC – to częstotliwość z jaką zapętlone jest narastanie i opadanie prądu. Wpływa to na ilość wprowadzonej energii w tym samym czasie. Zwiększając częstotliwość, w tym samym momencie jak przy niższej częstotliwości, zostanie więcej razy wykonane zmiana polaryzacji z plus na minus. Wpływa to na szerokość oraz wtopienie spoiny
PRE GAS ( gaz przed ) – wypływ gazu przed zajarzeniem łuku. Zabezpiecza jeziorko przed szkodliwym działaniem powietrza atmosferycznego. Regulacja wyrażona w sekundach.
POST GAZ ( gaz po ) – wypływ gazu po procesie spawania. Zabezpiecza jeziorko przed szkodliwym działaniem powietrza atmosferycznego. Brak dodatkowej osłony gazowej może skutkować utlenianiem się spoiny. Wpływa na wystudzenie elektrody oraz zakończenia ściegu spawalniczego. Regulacja wyrażona w sekundach.
CZĘSTOTLIWOŚĆ PULSU – to częstotliwość z jaką zapętlone jest narastanie i opadanie prądu. Wpływa to na ilość wprowadzonej energii w tym samym czasie. Zwiększając częstotliwość, w tym samym momencie jak przy niższej częstotliwości, zostanie więcej razy wykonane zmiana polaryzacji z plus na minus. Wpływa to na szerokość oraz wtopienie spoiny
CZAS OPADANIA regulowany w sekundach. Wyraża czas w jakim od prądu szczytowego natężenie prądu spadnie do prądu wygaszenia krateru. Prąd wygaszenia krateru ( opadanie prądu / wygaszenie łuku ) – po stopniowym opadaniu prądu następuje ustabilizowanie się natężenia do wartości zadanej. W tym czasie następuję zamknięcie krateru na końcu spoiny.
ARC FORCE – funkcja wykorzystywana do udoskonalenia stabilności w łuku. Zmniejszenie jej wartości w pewnym stopniu redukuje również zużycie energii elektrycznej, łuk jest miękki i zmniejsza się głębokość wtopu. Ułatwia to pracę przy cieńszych materiałach. Analogicznie zwiększając ARC FORCE, łuk staje się bardziej skupiony, dłuższy, przetop i stabilność łuku się zwiększa.
HOT START „gorący start” - polega na chwilowym zwiększeniu prądu spawania ponad ustawioną wartość w momencie zajarzenia łuku. Zapobiega to zjawisku „przyklejania elektrody” w początkowej fazie spawania, ułatwiając rozpoczęcie całego procesu. Zalecane jest wyłączenie tej funkcji w przypadku cienkich elementów.
IGBT - nowoczesne tranzystory bipolarne, zapewniające minimum zakłóceń elektromagnetycznych i małe straty mocy. Zwiększają wydajność oraz wydłużają niezawodność źródła prądu. Umożliwiają wysoką częstotliwość przełączania, tym samym zapewniając błyskawiczne dostosowanie prądu do zmian parametrów w czasie spawania.
PAMIĘĆ USTAWIEŃ – funkcja umożliwiająca zapisywanie konkretnych ustawień urządzenia. Przydatna w powtarzalnych procesach, gdy chcemy w szybki sposób wrócić do ustawionych parametrów.
CYFROWY WYŚWIETLACZ - coraz częściej spotykany w urządzeniach spawalniczych. Użycie takiego systemu sterowania daje duże możliwości dla projektujący takie urządzenia z perspektywy opcji, danych czy choćby wizualnej możliwości pokazania trybu/metody spawania na ekranie LCD. Cyfryzacja w przypadku urządzeń spawalniczych nie musi być wrogiem użytkownika. Cyfrowy panel to przede wszystkim łatwa i czytelna obsługa urządzenia spawalniczego.

DOOR TO DOOR - SHERMAN GWARANCJA PRODUCENTA
Wszystkie produkty z oferty sklepu spawalniczego Sherman są fabrycznie nowe i posiadają pisemną gwarancję producenta. Okres gwarancyjny wynosi 24 m-ce dla zakupu na paragon i 12 m-cy dla zakupu na fakturę. Zapewniamy profesjonalny serwis gwarancyjny i pogwarancyjny. Kupując nasze produkty mają Państwo gwarancję wysokiej jakości oraz wsparcia serwisowego.
Jesteśmy oficjalnym dystrybutorem marki Sherman z tego względu naszym klientom umożliwiamy gwarancję door to door, jest ona bardzo korzystnym rozwiązaniem szybkim i darmowym. W momencie wystąpienia awarii należy skontaktować się ze wskazanym w dokumentach serwisem. Producent uzyskawszy niezbędne informacje wysyła pod wskazany adres kuriera. Po wykonaniu naprawy tą samą drogą i również za pośrednictwem firmy kurierskiej towar wolny od wad trafia do rąk właściciela. Wszystkie koszty związane z transportem urządzenia ponosi firma Sherman. W razie pytań i wątpliwości zapraszamy do kontaktu z naszym działem sprzedaży.
Dane techniczne
| Zasilanie | 3x400V 50H |
| Prąd spawania | 310 A - 350 A |
| Tryb 2T/4T | Tak |
| Cyfrowy panel | Tak |
| Pamięć programów | Tak |
| Zdalne sterowanie | Tak |
| PAMIEC PROGRAMÓW | 20 ustawień stawania |
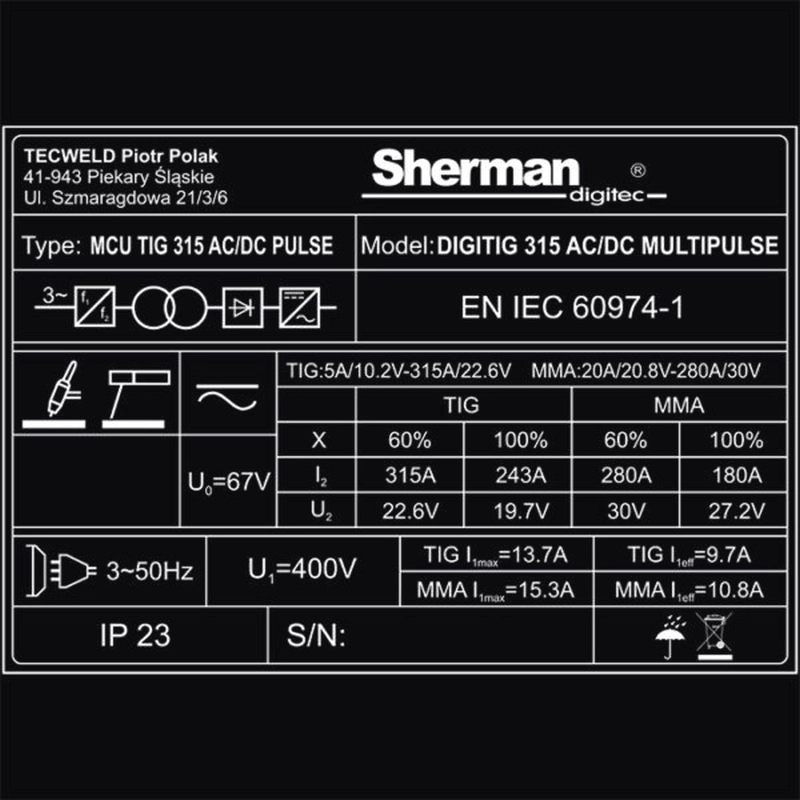
| PRĄD SPAWANIA TIG [A] | TIG: 5 - 315 |
| PRĄD SPAWANIA MMA [A] | MMA: 20 - 280 |
| FUNKCJA ARC FORCE - MMA | 0 – 100 |
| ZAKRES REGULACJI HOT START [A] | 0 – 100 |
| CYKL PRACY [%] | MMA: 280 A / 60% TIG 315 A / 60% |
| POST-GAZ [s] | 0,1 – 15 |
| PRE-GAZ [s] | 0,1 – 15 |
| ZAKRES REGULACJI CZASU OPADNIA PRĄDU [s] | 0 – 15 s |
| ZAKRES REGULACJI CZASU NARASTANIA PRĄDU [s] | 0 – 15 |
| PRĄD POCZĄTKOWY [A] | 5 – 315 |
| MAX. POBÓR MOCY [kVA] | MMA: 9,2 kVA, TIG: 6,3 kVA |
| ZABEZPIECZENIE SIECI [A] | 16 |
| CZAS SPAWU PUNKTOWEGO [s] | 0,1 – 15 |
| BALAS AC [%] | 15 – 50 |
| CZĘSTOTLIWOŚĆ PULSU [Hz] | 0,5 - 999 |
| CZĘSTOTLIWOŚĆ PRĄDU AC [Hz] | 1 – 250 |
| MAX. POBÓR PRĄDU [A] | MMA: 15,3 A, TIG 13,7 A |
| SZEROKOŚĆ IMPULSU [%] | 10 – 90 |
| NAPIĘCIE BIEGU JAŁOWEGO [V] | 67 |
| STOPIEŃ OCHRONY | IP23 |
| WAGA URZĄDZENIA [KG] | 29 |
| WYMIARY [mm] | 620 x 270 x 530 mm |

