
Możesz zainwestować wiele tysięcy złotych w najbardziej zaawansowaną spawarkę TIG na rynku, wyposażyć ją w chłodnicę cieczy i precyzyjny pedał nożny, a i tak Twoja spoina może wyglądać fatalnie. Łuk elektryczny zaczyna "tańczyć" po materiale, jeziorko spawalnicze nie chce się uformować w przewidywalny sposób, a krawędzie zamiast się łączyć, topią się chaotycznie. W 90% takich przypadków winowajcą nie jest maszyna, gaz osłonowy ani brak umiejętności operatora. Winny jest element wielkości zapałki, znajdujący się na samym końcu Twojego uchwytu TIG - nieprawidłowo zeszlifowana elektroda wolframowa.
W metodzie TIG elektroda to Twój inżynieryjny skalpel. To ona odpowiada za emisję elektronów i stabilizację plazmy o temperaturze przekraczającej kilkanaście tysięcy stopni Celsjusza. Ostrzenie wolframu nie jest czynnością trywialną; to ścisła mechanika, w której kierunek rys ściernych, sprzęt użyty do obróbki, geometria stożka i wykończenie wierzchołka decydują o parametrach fizycznych całego procesu. W tym kompendium rozłożymy na czynniki pierwsze sztukę przygotowania elektrod, porównamy metody warsztatowe i udowodnimy, dlaczego stara szlifierka w kącie warsztatu może być najgorszym wrogiem Twoich spoin.
Dlaczego kierunek szlifowania elektrody TIG jest tak ważny?
Największym, kardynalnym grzechem początkujących spawaczy jest szlifowanie elektrody wolframowej w poprzek jej osi. Przykładają oni elektrodę prostopadle do obracającej się tarczy, obracając ją w palcach. W efekcie na powierzchni stożka powstają mikroskopijne, okrągłe rowki (rysy poprzeczne), przypominające gwint śruby. Z punktu widzenia fizyki łuku elektrycznego, to technologiczne samobójstwo.
Prąd elektryczny o wysokiej częstotliwości przemieszcza się głównie po zewnętrznej powierzchni przewodnika (zjawisko naskórkowości). Elektrony, opuszczając wolfram i formując łuk plazmowy, szukają najprostszej, najmniej oporowej drogi do materiału spawanego. Jeśli powierzchnia stożka jest pokryta poprzecznymi rysami, elektrony "potykają się" o te mikroskopijne krawędzie. Zamiast spływać gładko do samego wierzchołka, zaczynają przedwcześnie odrywać się od elektrody w różnych kierunkach. Skutkuje to zjawiskiem zwanym w inżynierii "błądzeniem łuku" (Arc Wander). Łuk staje się szeroki, niestabilny i tańczy wokół punktu spawania, uniemożliwiając precyzyjne celowanie w grań spoiny.
Jedyną poprawną metodą jest szlifowanie wzdłużne. Elektrodę należy przykładać do tarczy ściernej tak, aby rysy układały się idealnie równolegle do osi wolframu, prowadząc prosto w stronę czubka. W ten sposób tworzymy dla elektronów mikroskopijne "autostrady", po których gładko spływają na sam wierzchołek. Efektem jest ekstremalnie stabilny, sztywny i doskonale skupiony strumień plazmy.
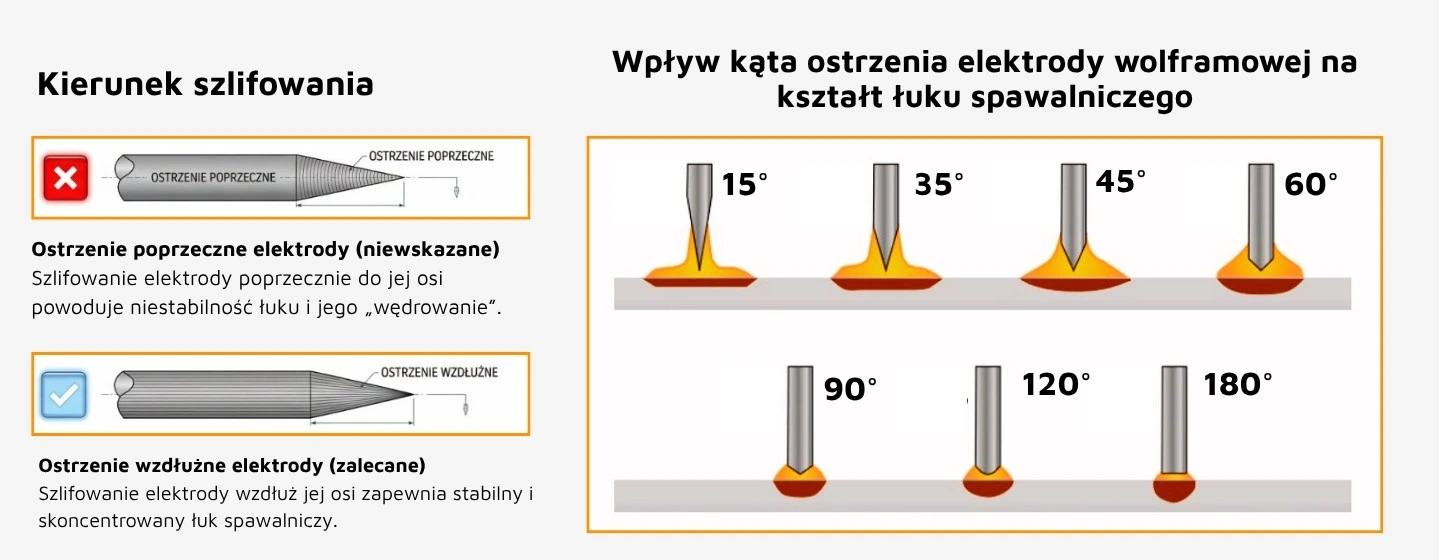
Jaki kąt ostrzenia elektrody TIG wybrać? Obalamy mit "ostrej igły"
Kiedy opanujemy już kierunek szlifowania, pojawia się dylemat geometrii. Jak ostry powinien być stożek? Większość spawaczy kieruje się błędną logiką: "im ostrzejsza igła, tym węższy łuk i głębsze wtopienie". To jeden z najtrudniejszych do wykorzenienia mitów. Termodynamika plazmy działa tu dokładnie odwrotnie.
- Długi, ostry stożek (kąt wierzchołkowy 20-30 stopni): Zeszlifowanie elektrody w cienką igłę sprawia, że elektrony odrywają się nie tylko z czubka, ale również z bocznych powierzchni stożka. Generuje to łuk o kształcie szerokiego parasola. Wtopienie (penetracja) jest płytkie, a lico spoiny rozlane i szerokie. Tak cienki wierzchołek szybko ulega stopieniu przy wyższych amperażach. Długi stożek stosuje się wyłącznie przy spawaniu ekstremalnie cienkich detali (np. blach 0.5 mm) mikro-prądami, gdzie zależy nam na szerokim, łagodnym nagrzewaniu.
- Krótki, tępy stożek (kąt wierzchołkowy 60-90 stopni): Gdy elektrodę zeszlifujemy bardzo stromo (na "tępo"), pole emisji elektronów zostaje zredukowane wyłącznie do wierzchołka. Stożek plazmy jest niezwykle zwarty, wąski i przypomina wiązkę lasera. Paradoksalnie to właśnie tępe ostrzenie gwarantuje najgłębszą, penetrującą spoinę przy bardzo wąskim licu. Krótki stożek doskonale znosi również ogromne obciążenia prądowe (ponad 200A), ponieważ większa masa wolframu tuż przy wierzchołku skutecznie odbiera ciepło.
Jako uniwersalny punkt wyjścia, inżynierowie zalecają zachowanie proporcji, w której długość zeszlifowanego stożka stanowi około 2 do 2.5-krotności średnicy elektrody (np. dla elektrody 2.4 mm, szlifowany odcinek powinien mieć około 5-6 mm długości). Aby proces był kompletny, materiał i kolor wolframu musi być dopasowany do stali, co szczegółowo omawiamy w naszym poradniku: Jakie elektrody wolframowe wybrać do TIG?
TIG DC vs TIG AC: Jak przygotować wierzchołek wolframu?
Niezależnie od metody, pozostawienie na końcu elektrody mikroskopijnie ostrej "szpilki" to błąd. Ostra igła przy prądzie rzędu 100A natychmiast się nadtopi, a mikroskopijna kropla wolframu wpadnie do jeziorka, tworząc wtrącenie dyskwalifikujące spoinę np. na badaniach RTG.
W przypadku TIG DC (Prąd Stały), wykorzystywanym w spawarkach TIG DC do stali węglowej i nierdzewnej, po wyostrzeniu stożka należy delikatnie, płasko zeszlifować sam jego mikroskopijny czubek (tzw. ucięty stożek o płaskim czole grubości ok. 0.2 - 0.5 mm). Ta płaska powierzchnia zapobiega nadtapianiu się wierzchołka i gwarantuje stabilną emisję elektronów.
Sytuacja wymaga większej uwagi przy TIG AC (Prąd Przemienny). Przy pracy ze spawarkami TIG AC/DC, używamy elektrod z domieszkami (np. lantanowych). Ostrzymy je w klasyczny stożek, a następnie bardzo wyraźnie ścinamy wierzchołek na płasko (nawet do 1 mm średnicy). Podczas zajarzenia łuku AC, faza dodatnia prądu sprawi, że ten płaski czubek samoczynnie delikatnie się zaobli (stworzy tzw. mikro-kulkę na tępym stożku). Taki kształt gwarantuje chirurgicznie precyzyjny łuk na aluminium, który nie "błądzi" po materiale.
 |
 |
|---|---|
| Zobacz: Ostrzałka Spartus D 91 | Zobacz: Ostrzałka SPARTUS D33 230V 750W |
Czym ostrzyć elektrody? Porównanie ostrzałek i metod warsztatowych
Ostrzenie wymaga sterylności. Użycie szlifierki, na której przed chwilą cięto zardzewiały profil, to wstrzyknięcie opiłków żelaza do elektrody, co skończy się natychmiastową korozją spoiny. Czym zatem obrabiać wolfram?
| Metoda Ostrzenia | Precyzja i Powtarzalność | Koszt inwestycji | Werdykt Eksperta / Zastosowanie |
|---|---|---|---|
| Szlifierka kątowa ("Guma") z tarczą listkową | Bardzo niska | Prawie darmowa (narzędzie z warsztatu) | Odradzane. Trudno zachować szlif wzdłużny, ryzyko skażenia żelazem, niebezpieczeństwo dla palców. Dopuszczalne tylko w warunkach polowych. |
| Szlifierka stołowa z dedykowaną tarczą | Średnia / Dobra | Niski (szlifierka + tarcza diamentowa) | Standard amatorski. Wymaga wprawy w dłoni, ale użycie tarczy diamentowej przeznaczonej wyłącznie do wolframu gwarantuje brak zanieczyszczeń. |
| Ostrzenie chemiczne (np. Chem-Sharp) | Średnia | Średni (zakup słoiczka z chemią) | Nisza. Rozgrzaną elektrodę zanurza się w proszku chemicznym, który wytrawia stożek. Ciche, bezpyłowe, ale trudne do precyzyjnego kontrolowania kąta. |
| Dedykowana ostrzałka do elektrod (Diamentowa) | Absolutnie Perfekcyjna | Wyższy (od kilkuset do kilku tysięcy złotych) | Standard Profesjonalny. Wymusza idealny szlif wzdłużny, powtarzalny kąt (np. 15°, 30°, 60°) i zbiera szkodliwy pył. Niezbędna w zakładach przemysłowych i przy spawaniu zrobotyzowanym. |
Praktyczne wskazówki: Sekrety przygotowania elektrody TIG w warsztacie
Teoria to podstawa, ale to warsztat weryfikuje umiejętności. Doświadczeni spawacze wypracowali przez lata metody, które znacząco poprawiają jakość i szybkość pracy. Poznaj sprawdzone techniki, które odmienią Twoje podejście do przygotowania elektrod:
- Trik z wkrętarką (Dla szlifierek stołowych): Nie kręć elektrody w palcach! Zaciśnij elektrodę wolframową w uchwycie zwykłej wkrętarki akumulatorowej. Uruchom wkrętarkę na wolnych obrotach i przyłóż elektrodę pod odpowiednim kątem do tarczy szlifierki stołowej. Otrzymasz perfekcyjnie, idealnie równo zeszlifowany stożek.
- Osobna tarcza to standard: Oznacz tarczę szlifierską w warsztacie jaskrawą farbą z napisem "TYLKO WOLFRAM". Użycie jej do przetarcia stalowego pręta dyskwalifikuje ją do dalszej pracy z elektrodami TIG.
- Łam, nie szlifuj zanieczyszczeń! Jeśli "zamoczysz" elektrodę w płynnym aluminium lub stali (powstanie na niej bąbel metalu), nie idź do szlifierki! Wetrzesz stopiony metal w tarczę i zniszczysz ją. Uderz elektrodą o kant stołu (wolfram jest kruchy i pęknie) lub odłam brudną końcówkę twardymi kombinerkami, i dopiero czysty pręt poddaj szlifowaniu.
- Szlifuj pod włos: Zawsze układaj elektrodę na tarczy szlifierskiej tak, aby kierunek obrotu tarczy był skierowany "od czubka" do dołu elektrody. Zapobiega to łuszczeniu się i mikrowykruszeniom na samym wierzchołku.
- Ostrz z dwóch stron: Zaoszczędź czas podczas pracy. Zeszlifuj obie końcówki elektrody przed rozpoczęciem spawania. Gdy jedna strona ulegnie zanieczyszczeniu, po prostu odwróć elektrodę w uchwycie i pracuj dalej, zamiast przerywać robotę i iść do szlifierki.
BHP i Radioaktywność - Śmiertelne zagrożenie w pyle
Na koniec dochodzimy do absolutnie najważniejszego aspektu pracy z wolframem. Najpopularniejsze historycznie elektrody torowane (kolor czerwony - WT20) zawierają dwutlenek toru, który jest izotopem radioaktywnym. Sam pręt w Twoim uchwycie jest w pełni bezpieczny, ponieważ emitowane przez niego promieniowanie alfa ma znikomy zasięg w powietrzu.
Jednak potężnym, śmiertelnym zagrożeniem jest pył powstający podczas szlifowania. Jeśli wdychasz drobinki radioaktywnego pyłu unoszące się znad szlifierki stołowej, osadzają się one trwale w tkance płucnej, emitując promieniowanie bezpośrednio do organizmu od wewnątrz, co drastycznie zwiększa ryzyko chorób nowotworowych. Z tego powodu światowe instytucje odchodzą od czerwonego wolframu na rzecz bezpiecznych odpowiedników lantanowych. Jeśli jednak w Twoim zakładzie wciąż szlifuje się wolfram torowany, żelaznym obowiązkiem jest stosowanie zamkniętych ostrzałek TIG z filtrem, masek P3 oraz wydajnej filtrowentylacji spawalniczej, która natychmiast usunie rakotwórczy pył ze strefy oddychania operatora.

