Zakup nowoczesnej spawarki inwertorowej to inwestycja w jakość i komfort pracy. Kiedy jednak po wyjęciu urządzenia z pudełka przystępujesz do pierwszego spawania, możesz zderzyć się z irytującą rzeczywistością. Zajarzenie łuku jest trudne, elektroda nieustannie przykleja się do materiału, a przy grubszych elementach maszyna wydaje się nie mieć mocy, mimo ustawienia potencjometru na maksimum. Większość początkujących operatorów natychmiast obwinia płytę główną urządzenia lub złą jakość zasilania w warsztacie. Tymczasem, zgodnie z praktyką serwisową, najsłabszym ogniwem układu spawalniczego jest najczęściej element najbardziej prozaiczny - przewód masowy.
Wielu producentów urządzeń, tnąc koszty, wyposaża swoje spawarki w przewody o długości zaledwie 1.5 do 2 metrów, wykonane z materiałów najniższej jakości. To zmusza spawaczy do szybkiej modernizacji. W tym poradniku wyjaśnimy, czym z punktu widzenia fizyki jest masa w spawalnictwie. Rozszyfrujemy oznaczenia wtyków ŁW, zdemaskujemy rynkową plagę przewodów aluminiowych udających miedź i podamy rygorystyczną tabelę doboru przekroju przewodu w zależności od amperażu maszyny.
Dlaczego spawarka przerywa łuk? Rola przewodu masowego
Zanim dobierzemy przewód, musimy zrozumieć jego rolę. Spawanie łukowe to nic innego jak potężne, kontrolowane zwarcie elektryczne. Aby prąd mógł popłynąć ze spawarki inwertorowej, stopić metal i wrócić do źródła, obwód musi zostać zamknięty. Tą drogą powrotną jest właśnie przewód masowy.
Jeśli styk na linii detalu, zacisku krokodylkowego lub na samej wtyczce w maszynie jest słaby, powstaje w tym miejscu gigantyczna rezystancja (opór elektryczny). Prawa fizyki są bezlitosne - opór ten natychmiast zamienia cenną energię elektryczną w ciepło. Zamiast topić spoinę, podgrzewasz kable w swoim garażu, a łuk elektryczny staje się "miękki", niestabilny i przerywa.
Kwestią nierozerwalnie związaną z kablem masowym jest biegunowość. Na przednim panelu spawarki inwertorowej znajdują się gniazda oznaczone plusem (+) i minusem (-). To, gdzie wepniemy kabel masowy, decyduje o głębokości wtopienia i stabilności procesu:
- Metoda MIG/MAG: Używając migomatów w osłonie gazu, kabel masowy podpinamy zawsze do bieguna ujemnego (-). Sytuacja odwraca się przy spawaniu drutem samoosłonowym (FLUX) - wtedy masa wędruje na plus (+).
- Metoda TIG: Niezależnie czy spawamy stal czarną prądem stałym (TIG DC), czy aluminium prądem przemiennym używając spawarek TIG AC/DC, przewód masowy zawsze wpinamy w gniazdo dodatnie (+). Taka konfiguracja chroni elektrodę wolframową w uchwycie przed natychmiastowym stopieniem.
- Metoda MMA (Elektroda): Tutaj biegunowość wymusza rodzaj otuliny. Przy elektrodach rutylowych masa najczęściej jest na plusie, a przy profesjonalnych elektrodach zasadowych - bezwzględnie na minusie.
Kable CCA a 100% miedź (Cu): Dlaczego tanie przewody masowe topią izolację?
Kiedy wpisujesz w wyszukiwarkę hasło zakupu nowego kabla, rynek kusi ofertami grubych przewodów w rewelacyjnie niskich cenach. Niestety, w spawalnictwie wygląd grubej, gumowej izolacji to często tylko kamuflaż dla najgorszego technologicznie rozwiązania - przewodów CCA (Copper Clad Aluminium).
Przewód CCA to nic innego jak tanie aluminium, które zostało galwanicznie powleczone mikroskopijną warstwą miedzi. Po ściągnięciu izolacji żyła wydaje się miedziana, ale jeśli zarysujesz ją nożem, wewnątrz ukaże się srebrny rdzeń aluminiowy. Dlaczego to katastrofa dla Twojej spawarki? Aluminium ma o ponad 60% gorszą przewodność elektryczną niż miedź. W praktyce oznacza to, że tani przewód CCA o przekroju 25 mm2 przewodzi prąd gorzej, niż prawdziwy kabel miedziany o przekroju 16 mm2. Kabel aluminiowy poddany obciążeniom spawalniczym błyskawicznie się przegrzewa, staje się kruchy i generuje potężne spadki napięcia.
Absolutnym wymogiem dla profesjonalisty jest stosowanie przewodów w 100% miedzianych (oznaczanych symbolem Cu). Marki z wyższej klasy sprzętem, takie jak np. Skandi Kraft, budują swój rynkowy autorytet właśnie na tym, że ich urządzenia są fabrycznie wyposażane w czysto miedziane, potężne kable masowe, co gwarantuje stabilny łuk od pierwszego zajarzenia.
Jak dobrać przekrój kabla masowego do spawarki? [Tabela doboru 160A - 500A]
Często zadawane pytania techniczne dotyczą doboru średnicy kabla do posiadanej maszyny (np. "jaki kabel masowy kupić do spawarki 200A"). Dobór ten opiera się na dwóch zmiennych: maksymalnym amperażu urządzenia oraz pożądanej długości przewodu. Im dłuższy przewód (np. zmiana z 2 metrów na 5 metrów), tym opór elektryczny rośnie. Przekrój żyły (grubość) musi zostać zwiększony, aby zrekompensować spadek napięcia na tym odcinku.
Zastosowanie kabla 16 mm2 do spawarki 200A na odcinku 5 metrów sprawi, że podczas pracy na maksymalnych parametrach izolacja przewodu zacznie się topić, a maszyna może wejść w tryb awaryjny (zadziała zabezpieczenie termiczne). Warto pamiętać, że straty na kablu masowym nakładają się na straty z zasilania sieciowego. Temat poprawnego zasilania urządzenia omówiliśmy szczegółowo we wpisie: Jaki przedłużacz do spawarki inwertorowej?
Poniższa tabela stanowi inżynierską ściągawkę, która pozwoli Ci dobrać przewód masowy wykonany z czystej miedzi (Cu) w sposób gwarantujący brak strat mocy na łuku.
| Prąd spawarki (Maksymalny Amperaż) | Długość kabla (do 3 metrów) | Długość kabla (powyżej 5 metrów) | Najczęstszy wtyk na panelu maszyny |
|---|---|---|---|
| Spawarki do 160A | 16 mm² | 25 mm² | ŁW 10-25 (bolec 9 mm) |
| Spawarki do 200A - 220A | 25 mm² | 35 mm² | ŁW 35-50 (bolec 13 mm) |
| Spawarki do 300A | 35 mm² | 50 mm² | ŁW 35-50 (bolec 13 mm) |
| Spawarki do 400A (Przemysłowe) | 50 mm² | 70 mm² | ŁW 50-70 lub 70-95 |
| Spawarki powyżej 500A (Ciężkie) | 70 mm² | 95 mm² | ŁW 70-95 (bolec 19 mm) |
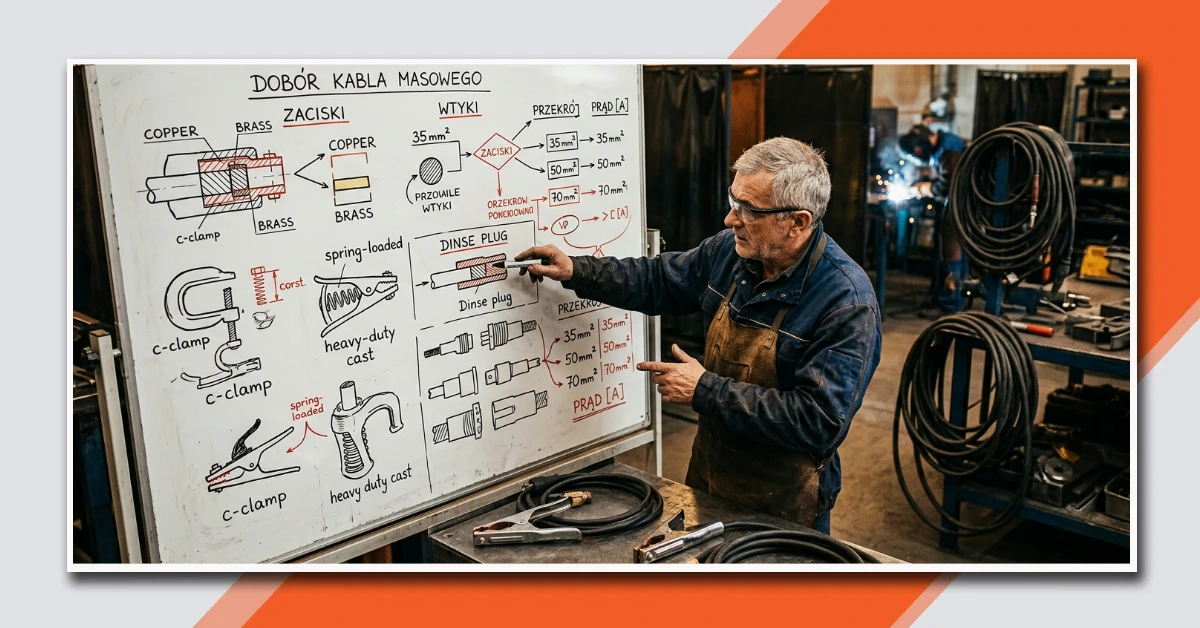
Wtyki spawalnicze ŁW / Dinse: Jak dobrać wtyczkę do gniazda w spawarce?
Kupiłeś idealny kabel miedziany, próbujesz wpiąć go do maszyny i nagle wtyczka jest za mała (lata w gnieździe) lub za duża. Aby tego uniknąć, musisz znać standardy gniazd spawalniczych (nazywanych potocznie standardem Dinse, ŁW lub ŁWS). Bolec wtyczki posiada wyfrezowany ząbek, który po włożeniu do gniazda i przekręceniu o 90 stopni blokuje się, zapewniając sztywny, bezstratny styk.
W spawalnictwie warsztatowym dominują cztery główne rozmiary wtyków:
- Wtyk ŁW 10-25 (bolec ok. 9 mm): Stosowany w mniejszych spawarkach, zazwyczaj do 160A. Przy większych prądach bolec ten ulega przegrzaniu i topi gniazdo.
- Wtyk ŁW 35-50 (bolec ok. 13 mm): Złoty standard w branży. Występuje w 90% profesjonalnych inwertorów warsztatowych do 300A.
- Wtyk ŁW 50-70 (bolec ok. 13 mm, pogrubiony korpus): Wersja dla spawarek 350-400A. Bolec ma średnicę 13 mm, ale korpus mosiężny przyjmujący przewód jest znacznie głębszy, by pomieścić żyłę o przekroju 70 mm2.
- Wtyk ŁW 70-95: Potężne złącza do przemysłu ciężkiego (prądy rzędu 500A). Mogą występować z powiększonym bolcem (ok. 19 mm) w starszych urządzeniach lub standardowym 13 mm w systemach europejskich.
Przed zakupem nowego przewodu masowego po prostu zmierz suwmiarką średnicę otworu w gnieździe na przednim panelu Twojej spawarki.
Zacisk masowy do spawarki: Kleszcze, ścisk śrubowy czy masa magnetyczna?
Ostatnim, ale niezwykle newralgicznym punktem uchwytów masowych jest sam element mocujący go do spawanego detalu. To on decyduje o rezystancji przejścia prądu na blachę. Do wyboru mamy trzy główne rozwiązania konstrukcyjne.
Najpopularniejsze są klasyczne zaciski kleszczowe (tzw. krokodylki). Szybko się je zapina, ale styk opiera się tylko na sile sprężyny. Kupując zacisk kleszczowy, bezwzględnie upewnij się, że jego szczęki są mosiężne, a obie połówki szczypiec połączone są wewnątrz elastyczną, miedzianą plecionką. Brak plecionki sprawia, że prąd płynie przez stalową sprężynę, co kończy się jej natychmiastowym spaleniem.
W przemyśle ciężkim, gdzie prądy przekraczają 300A, "krokodylki" to za mało. Stosuje się zaciski śrubowe (typu C-clamp). Przykręca się je twardo do materiału za pomocą śruby dociskowej. Likwiduje to do zera problem "luźnej masy" i niebezpiecznego iskrzenia na stykach.
Trzecim rozwiązaniem są masy magnetyczne. To cylindryczny magnes, który można przykleić do płaskiej blachy jednym ruchem. Rozwiązanie to kryje w sobie jednak pułapkę dla spawaczy używających spawarek elektrodowych MMA. Silny magnes wprowadzony bezpośrednio w obwód spawalniczy prądu stałego (DC) potrafi wywołać zjawisko odchylenia magnetycznego (Arc Blow). Łuk zaczyna "wiać" w jedną stronę, odpychając jeziorko.
Jak samodzielnie zrobić profesjonalny przewód masowy? Instrukcja montażu oczka
Wielu świadomych spawaczy woli samodzielnie złożyć "pancerny" kabel masowy, dopasowany co do centymetra do ich stanowiska pracy. Po zakupie czysto miedzianego przewodu (H01N2-D), wtyku ŁW i zacisku kleszczowego (możesz wykorzystać te z zakupionego urządzenia) , stają oni przed koniecznością prawidłowego zbrojenia obu końców kabla. Błąd popełniony na tym etapie zniweczy inwestycję w drogą miedź.
KROK 1: Montaż wtyku ŁW (Strona spawarki) i pułapka śruby imbusowej
Po rozebraniu wtyku ŁW/Dinse zauważysz mosiężny bolec z otworem na kabel oraz śrubą dociskową (na klucz imbusowy). W zestawie znajduje się również mała, niepozorna blaszka miedziana (często zwinięta w tulejkę). Wielu początkujących wyrzuca ją do śmieci, po czym odizolowuje kabel, wkłada go do otworu i mocno skręca imbusem. To poważny błąd. Śruba wkręcając się, miażdży i wręcz przecina setki cieniutkich drucików miedzianych w kablu, drastycznie zmniejszając przekrój czynny przewodu.
- Poprawny montaż: Zdejmij około 15-20 mm gumowej izolacji z kabla. Na gołe druty miedziane nałóż dołączoną miedzianą blaszkę (tulejkę), tak aby dokładnie otulała wiązkę. Dopiero tak przygotowaną końcówkę wsuń w mosiężny korpus i mocno dokręć imbusem. Blaszka zadziała jak tarcza ochronna - równomiernie rozłoży siłę docisku śruby, zapobiegając przecięciu drutów i gwarantując bezstratny przepływ prądu.
KROK 2: Zarabianie końcówki oczkowej (Strona zacisku masowego)
Drugi koniec kabla musi zostać zakończony miedzianym oczkiem galwanizowanym, które następnie przykręcamy śrubą do kleszczy masowych. Jak połączyć kabel z oczkiem?
- Metoda profesjonalna (Praska mechaniczna): Oczko miedziane należy zaprasować za pomocą profesjonalnej praski z matrycami sześciokątnymi. Tylko wtedy druciki sprasują się w jeden lity blok bez powietrza w środku.
- Metoda warsztatowa (Trik z punktakiem): Jeśli nie masz praski, nie wkładaj oczka do imadła i nie zgniataj go na płasko! Płaski zgniot zostawia wewnątrz luzy. Wsuń kabel w oczko, połóż na twardym kowadle, przyłóż na środek oczka tępy punktak lub dużą śrubę i mocno uderz młotkiem. Punktowe wgniecenie zaciśnie miedź na drucie znacznie silniej i szczelniej niż płaskie imadło.
UWAGA EKSPERTA - Mit lutowania palnikiem:
Na forach internetowych często pojawia się porada, aby zamiast zgniatania, zalać końcówkę kabla w oczku cyną przy użyciu palnika gazowego (metoda z Car Audio). W spawalnictwie jest to kategorycznie odradzane! Standardowa cyna topi się w temperaturze poniżej 220°C. Przy długotrwałym spawaniu prądami rzędu 200A lub wyższymi, złącze to potrafi się mocno nagrzać. Cyna ulegnie stopieniu, kabel pod własnym ciężarem wysunie się z oczka, a powstały w tym miejscu niekontrolowany łuk elektryczny może doprowadzić do groźnego pożaru lub poparzenia spawacza. Przewody spawalnicze łączymy wyłącznie mechanicznie (przez prasowanie)!
KROK 3: Przykręcenie zacisku
Ostatnim krokiem jest przykręcenie gotowego oczka do zacisku kleszczowego. Zawsze używaj śruby z podkładką sprężynującą. Kleszcze są nieustannie rzucane, zaciskane i przenoszone. Podkładka sprężynująca zapobiegnie odkręceniu się śruby pod wpływem wibracji. Upewnij się również, że oczko dotyka bezpośrednio mosiężnego korpusu "żabki", a elastyczna plecionka łączy obie jej szczęki.
Lepszy przewód masowy to stabilny łuk: Dlaczego warto zmodernizować spawarkę?
Przewód masowy to nie jest tylko kawałek miedzi i gumy; to absolutny fundament sprawności Twojego systemu spawalniczego. Inwestycja w gruby, pięciometrowy przewód w izolacji neoprenowej (wykonany w 100% z czystej miedzi), zakończony dopasowanym wtykiem ŁW i mosiężnym zaciskiem z plecionką, to najszybsza i najtańsza droga do technologicznego ulepszenia każdej maszyny.
Jeśli jednak Twój stary sprzęt całkowicie odmawia już posłuszeństwa lub dopiero kompletujesz swój pierwszy warsztat i zastanawiasz się, jaką spawarkę kupić do domu, koniecznie sprawdź nasz dedykowany poradnik zakupowy.
Niezależnie od wybranego modelu, nowej czy starej spawarki, pamiętaj o jednym: stabilny, nierwący się łuk, mniejsza ilość odprysków i brak frustracji związanej z przyklejaniem się elektrody, rekompensują koszt zakupu solidnego przewodu masowego już w pierwszym tygodniu intensywnej pracy w warsztacie. To pozornie drobna zmiana eksploatacyjna, która przynosi gigantyczne efekty.
Najczęściej Zadawane Pytania (FAQ)
Jaki kabel masowy wybrać do spawarki 200A o długości 5 metrów?
Dla spawarki generującej prąd maksymalny 200A, przy zastosowaniu dłuższego kabla (5 metrów), eksperci i normy spawalnicze zalecają przewód o przekroju miedzianej żyły wynoszącym 35 mm² (minimum to 25 mm²). Zastosowanie przekroju 35 mm² w 100% zniweluje spadki napięcia na tym odcinku, zapobiegając przegrzewaniu się izolacji, a łuk elektryczny przy maksymalnym obciążeniu będzie stabilny i nie zacznie przerywać.
Co oznacza skrót CCA na kablach do spawarek?
Skrót CCA (Copper Clad Aluminium) to oznaczenie aluminiowych żył, które zostały jedynie galwanicznie powleczone cienką warstwą miedzi (udając przewód miedziany). Jest to wysoce niepożądane zjawisko na rynku narzędziowym. Aluminium ma o 60% gorszą przewodność od czystej miedzi, przez co kabel CCA gwałtownie się nagrzewa pod obciążeniem, pożerając cenną moc (ampery) z inwertora. Prawdziwe kable spawalnicze muszą posiadać oznaczenie Cu (100% czystej miedzi).
Dlaczego zacisk masowy (tzw. żabka) topi się i iskrzy podczas spawania?
Iskrzenie i topienie się kleszczy masowych to wynik potężnego oporu elektrycznego w miejscu styku. Najczęstszą przyczyną jest słaba konstrukcja taniego zacisku – brak wbudowanej, miedzianej plecionki łączącej obie połówki szczypiec. Prąd szuka drogi i płynie przez stalową sprężynę ścisku, która błyskawicznie nagrzewa się do czerwoności i ulega stopieniu. Drugim powodem błędu operatora jest przypinanie masy na zardzewiałą lub pomalowaną powierzchnię, która działa jak twardy izolator (miejsce podpięcia zawsze należy przeszlifować do żywego metalu).

