Spawarka Migomat Magnum MIG 240 Dual Puls Synergia LCD








Ocenę produktu może wystawić każdy użytkownik. Nie weryfikujemy, czy oceniający kupił produkt. Opinie zweryfikowane w Trusted Shops
Skomponuj swój zestaw i kupuj taniej
 W zestawie taniej!
W zestawie taniej!
Zestaw 0

Produkt podstawowy
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
Spawarka Migomat Magnum MIG 240 Dual Puls Synergia LCD

1 szt.
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
2 590,00 zł
Taniej w zestawie!
Reduktor Butlowy AR-CO2 MINI 2 Manometry do Argonu CO2 lub Mieszanki Ar/CO2

1 szt.
Reduktor butlowy MINI z 2 manometrami - jednostopniowy, bezdźwigniowy. Przeznaczony do gazów technicznych typu argon, dwutlenek oraz mieszanek tych gazów Arg/CO2. Umożliwia obniżenie ciśnienia gazów pobieranych z butli do wymaganego ciśnienia wylotowego (roboczego) oraz zapewnia samoczynne utrzymanie tego ciśnienia na możliwie stałym poziomie niezależnie od zmian ciśnienia wlotowego.
119,00 zł
Taniej w zestawie!
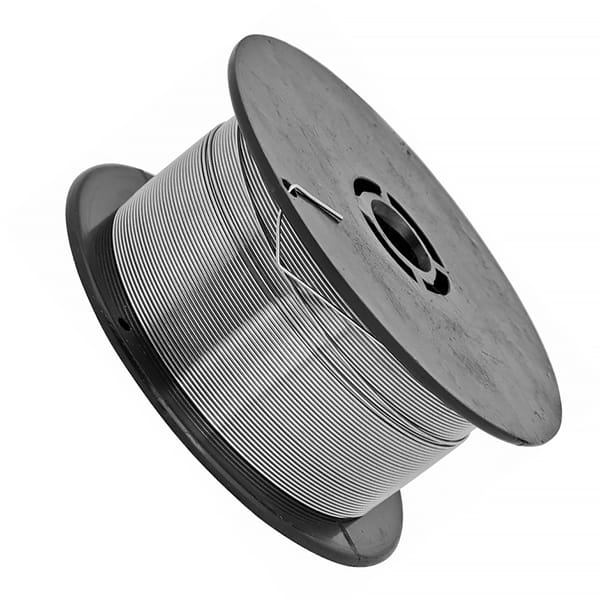
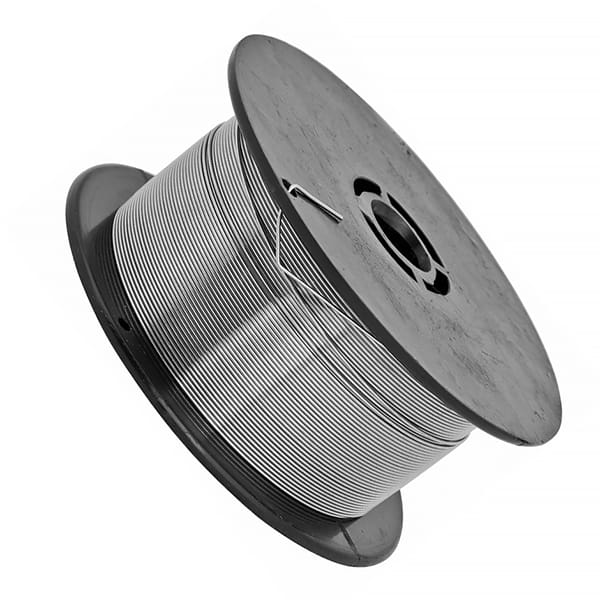
Drut Spawalniczy MIG MAG do stali SG2 Średnica 0,8 mm - 5 kg

1 szt.
Elektrodowy drut spawalniczy SG2, miedziowany przeznaczony do spawania metodą MIG MAG. SG2 jest jednym z najpowszechniej stosowanych i znajduje szerokie zastosowanie w spawaniu stali niskowęglowych, konstrukcyjnych kotłowych i okrętowych itp. w osłonie gazów CO2 i CO2/Ar (mieszanka). Drut posiada wszystkie zaświadczenia i certyfikaty, dopuszczającego go do użytkowania w przemyśle spawalniczym. Szpula D-200, waga 5 kg przy średnicy 200mm.
79,00 zł
Taniej w zestawie!
Preparat antyodpryskowy spawalniczy SKANDI KRAFT 400 ml

1 szt.
Preparat antyodpryskowy o pojemności 400ml w postaci aerozolu jest bezwonnym środkiem używanym do ochrony dyszy palnika, narzędzi i powierzchni materiału spawanego przed wtapianiem się odprysków metalu w trakcie spawania technikami elektrycznymi. Preparat zapewnia bardzo łatwy sposób aplikacji, wystarczy lekko spryskać chronioną powierzchnię przed spawaniem z odległości 30 cm.
20,00 zł
Taniej w zestawie!
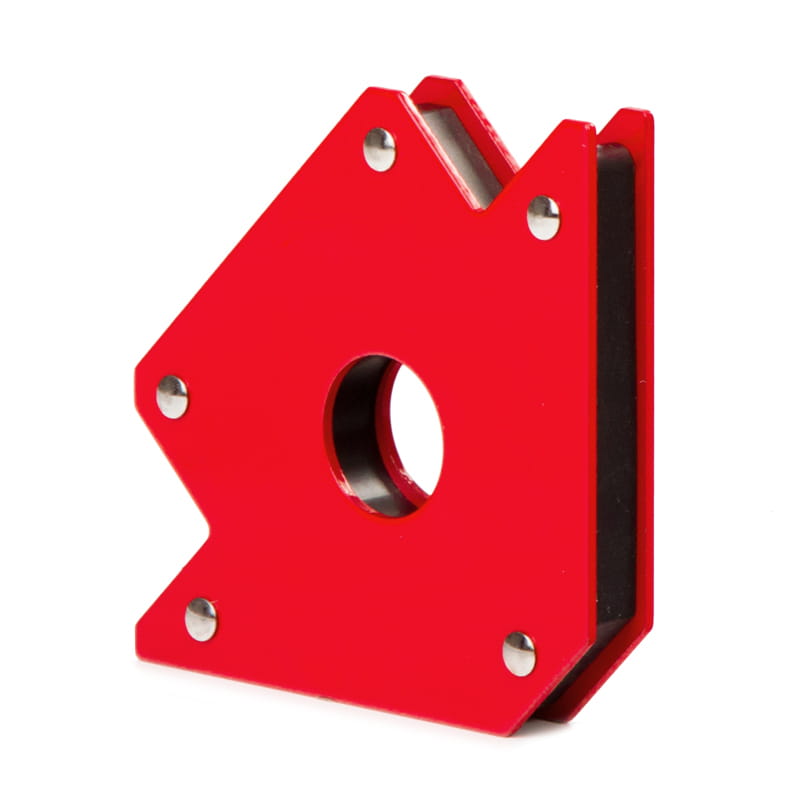
Mocny Kątownik Magnetyczny - Udźwig 22KG
2 szt.
Stalowe kątowniki magnetyczne, umożliwiające łączenie materiałów pod kątami: 45°, 90° i 135°. Mocne magnesy ferrytowe umożliwiają udźwig 22 kg, co przy niewielkich gabarytach i masie pozwala na swobodę podczas prac spawalniczych, ślusarskich lub montażowych.
29,90 zł
Taniej w zestawie!
Elektrody rutylowo - celulozowe SKANDI KRAFT do spawania stali czarnej

1 szt.
Nowe elektrody do spawania stali czarnej, rutylowo-celulozowe SKANDI KRAFT, łatwo spawalne
49,00 zł
Taniej w zestawie!
Rękawice spawalnicze MIG/MAG MMA Żółte

1 szt.
Trwałe rękawice w całości wykonane z dwoiny bydlęcej. Poza ochroną dłoni rękawice również osłaniają cześć przedramienia. Wykończone miękką podszewką poza mankietem. Szwy wykonane z niepalnych nici KEVLAR® osłonięte bizą. Część chwytna oraz nadgarstek wzmocnione dodatkową skórą. Rękawice wyprodukowane zgodnie z normą EN12477 TYPE A.
39,00 zł
Taniej w zestawie!
Opaska Zaciskowa Na Wężyk Gazowy

2 szt.
Opaska zaciskowa to podstawowy element montażowy w spawalnictwie. Służy do szczelnego połączenia węża z króćcem reduktora, palnika lub innym elementem układu gazowego. Zapobiega zsuwaniu się przewodu podczas pracy i minimalizuje ryzyko nieszczelności, co bezpośrednio wpływa na bezpieczeństwo i niezawodność zestawu spawalniczego.
5,00 zł
Taniej w zestawie!
Wężyk gazowy rurka do butli PCV 6 mm

2 szt.
Wężyk gazowy to niezbędny element każdego zestawu spawalniczego, przeznaczony do transportu gazów technicznych od reduktora do palnika lub innego urządzenia roboczego. Dzięki swojej elastycznej konstrukcji umożliwia swobodne manewrowanie sprzętem i wygodną pracę w warsztacie. Odpowiednio dobrany przewód zapewnia bezpieczny i stabilny przepływ gazu, co przekłada się na jakość i precyzję spawania.
4,00 zł
Taniej w zestawie!
Zestaw Osprzętu Do Uchwytu MB15 0,8mm MIG MAG #1 Opti

1 szt.
Zestaw osprzętu do uchwytu spawalniczego MIG/MAG MB 15. Zaleca się, aby produkty zaliczane do grupy MB 15 użytkować ze spawarkami, których maksymalne natężenie prądu wynosi ok. 180A-200A. Uchwyty z serii MB 15 doskonale sprawdzają się w warsztatach, usługowo produkcyjnych oraz blacharskich, idealne do spawania lekkich konstrukcji. W skład kompletnego zestawu wchodzą dysze gazowe, łączniki prądowe ze sprężyną, końcówki prądowe ze średnicą do wyboru oraz izolatory do palnika.
55,00 zł
Taniej w zestawie!
Zestaw 0

Produkt podstawowy
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
Spawarka Migomat Magnum MIG 240 Dual Puls Synergia LCD
1 szt.
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
2 590,00 zł
Taniej w zestawie!
Pełna Butla Gazowa MIX AR/CO2 gaz

1 szt.
Butla z gazem ochronnym to niezbędny element przy spawaniu metodą MIG/MAG oraz TIG. Zawiera wysokiej czystości mieszankę argonu i dwutlenku węgla (AR/CO₂) lub sam argon, stosowaną do wytworzenia stabilnego łuku i ochrony spoiny przed działaniem powietrza. Gaz ten zapewnia czyste, estetyczne spoiny oraz ogranicza ilość odprysków w trakcie pracy, co przekłada się na wyższą jakość i efektywność procesu spawania.
379,00 zł
Taniej w zestawie!
Reduktor Butlowy AR-CO2 MINI 2 Manometry do Argonu CO2 lub Mieszanki Ar/CO2
1 szt.
Reduktor butlowy MINI z 2 manometrami - jednostopniowy, bezdźwigniowy. Przeznaczony do gazów technicznych typu argon, dwutlenek oraz mieszanek tych gazów Arg/CO2. Umożliwia obniżenie ciśnienia gazów pobieranych z butli do wymaganego ciśnienia wylotowego (roboczego) oraz zapewnia samoczynne utrzymanie tego ciśnienia na możliwie stałym poziomie niezależnie od zmian ciśnienia wlotowego.
119,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG MAG do stali SG2 Średnica 0,8 mm - 5 kg
1 szt.
Elektrodowy drut spawalniczy SG2, miedziowany przeznaczony do spawania metodą MIG MAG. SG2 jest jednym z najpowszechniej stosowanych i znajduje szerokie zastosowanie w spawaniu stali niskowęglowych, konstrukcyjnych kotłowych i okrętowych itp. w osłonie gazów CO2 i CO2/Ar (mieszanka). Drut posiada wszystkie zaświadczenia i certyfikaty, dopuszczającego go do użytkowania w przemyśle spawalniczym. Szpula D-200, waga 5 kg przy średnicy 200mm.
79,00 zł
Taniej w zestawie!
Preparat antyodpryskowy spawalniczy SKANDI KRAFT 400 ml
1 szt.
Preparat antyodpryskowy o pojemności 400ml w postaci aerozolu jest bezwonnym środkiem używanym do ochrony dyszy palnika, narzędzi i powierzchni materiału spawanego przed wtapianiem się odprysków metalu w trakcie spawania technikami elektrycznymi. Preparat zapewnia bardzo łatwy sposób aplikacji, wystarczy lekko spryskać chronioną powierzchnię przed spawaniem z odległości 30 cm.
20,00 zł
Taniej w zestawie!
Mocny Kątownik Magnetyczny - Udźwig 22KG
2 szt.
Stalowe kątowniki magnetyczne, umożliwiające łączenie materiałów pod kątami: 45°, 90° i 135°. Mocne magnesy ferrytowe umożliwiają udźwig 22 kg, co przy niewielkich gabarytach i masie pozwala na swobodę podczas prac spawalniczych, ślusarskich lub montażowych.
29,90 zł
Taniej w zestawie!
Elektrody rutylowo - celulozowe SKANDI KRAFT do spawania stali czarnej
1 szt.
Nowe elektrody do spawania stali czarnej, rutylowo-celulozowe SKANDI KRAFT, łatwo spawalne
49,00 zł
Taniej w zestawie!
Rękawice spawalnicze MIG/MAG MMA Żółte
1 szt.
Trwałe rękawice w całości wykonane z dwoiny bydlęcej. Poza ochroną dłoni rękawice również osłaniają cześć przedramienia. Wykończone miękką podszewką poza mankietem. Szwy wykonane z niepalnych nici KEVLAR® osłonięte bizą. Część chwytna oraz nadgarstek wzmocnione dodatkową skórą. Rękawice wyprodukowane zgodnie z normą EN12477 TYPE A.
39,00 zł
Taniej w zestawie!
Opaska Zaciskowa Na Wężyk Gazowy
2 szt.
Opaska zaciskowa to podstawowy element montażowy w spawalnictwie. Służy do szczelnego połączenia węża z króćcem reduktora, palnika lub innym elementem układu gazowego. Zapobiega zsuwaniu się przewodu podczas pracy i minimalizuje ryzyko nieszczelności, co bezpośrednio wpływa na bezpieczeństwo i niezawodność zestawu spawalniczego.
5,00 zł
Taniej w zestawie!
Wężyk gazowy rurka do butli PCV 6 mm
2 szt.
Wężyk gazowy to niezbędny element każdego zestawu spawalniczego, przeznaczony do transportu gazów technicznych od reduktora do palnika lub innego urządzenia roboczego. Dzięki swojej elastycznej konstrukcji umożliwia swobodne manewrowanie sprzętem i wygodną pracę w warsztacie. Odpowiednio dobrany przewód zapewnia bezpieczny i stabilny przepływ gazu, co przekłada się na jakość i precyzję spawania.
4,00 zł
Taniej w zestawie!
Zestaw Osprzętu Do Uchwytu MB24 MIG MAG 0,8 mm #1 Opti

1 szt.
Zestaw osprzętu do uchwytu spawalniczego MIG/MAG MB 24. Zaleca się, aby produkty zaliczane do grupy MB 24 użytkować ze spawarkami, których maksymalne natężenie prądu wynosi 250A. Uchwyty z serii MB 24 doskonale sprawdzają się w warsztatach, usługowo produkcyjnych oraz blacharskich, idealne do spawania lekkich konstrukcji. W skład kompletnego zestawu wchodzą dysze gazowe, łączniki prądowe, końcówki prądowe ze średnicą do wyboru oraz rozdzielacze gazu.
59,00 zł
Taniej w zestawie!
Zestaw 0

Produkt podstawowy
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
Spawarka Migomat Magnum MIG 240 Dual Puls Synergia LCD
1 szt.
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
2 590,00 zł
Taniej w zestawie!
Przyłbica spawalnicza Magnum Turbo - True Color samościemniająca

1 szt.
Przyłbica spawalnicza z filtrem spawalniczym TRUE COLOR i nagłowiem MAGNUM TURBO, przeznaczona do większości procesów spawania m.in. MMA, MIG/MAG, TIG, spawanie niskoamperowe TIG. Przyłbica MAGNUM zapewnia ochronę przed iskrami, rozpryskami spawalniczymi, promieniowaniem UV i IR powstającym podczas spawania łukiem/gazowego.
296,00 zł
Taniej w zestawie!
Pełna Butla Gazowa MIX AR/CO2 gaz
1 szt.
Butla z gazem ochronnym to niezbędny element przy spawaniu metodą MIG/MAG oraz TIG. Zawiera wysokiej czystości mieszankę argonu i dwutlenku węgla (AR/CO₂) lub sam argon, stosowaną do wytworzenia stabilnego łuku i ochrony spoiny przed działaniem powietrza. Gaz ten zapewnia czyste, estetyczne spoiny oraz ogranicza ilość odprysków w trakcie pracy, co przekłada się na wyższą jakość i efektywność procesu spawania.
379,00 zł
Taniej w zestawie!
Reduktor Butlowy AR-CO2 MINI 2 Manometry do Argonu CO2 lub Mieszanki Ar/CO2
1 szt.
Reduktor butlowy MINI z 2 manometrami - jednostopniowy, bezdźwigniowy. Przeznaczony do gazów technicznych typu argon, dwutlenek oraz mieszanek tych gazów Arg/CO2. Umożliwia obniżenie ciśnienia gazów pobieranych z butli do wymaganego ciśnienia wylotowego (roboczego) oraz zapewnia samoczynne utrzymanie tego ciśnienia na możliwie stałym poziomie niezależnie od zmian ciśnienia wlotowego.
119,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG MAG do stali SG2 Średnica 0,8 mm - 5 kg
1 szt.
Elektrodowy drut spawalniczy SG2, miedziowany przeznaczony do spawania metodą MIG MAG. SG2 jest jednym z najpowszechniej stosowanych i znajduje szerokie zastosowanie w spawaniu stali niskowęglowych, konstrukcyjnych kotłowych i okrętowych itp. w osłonie gazów CO2 i CO2/Ar (mieszanka). Drut posiada wszystkie zaświadczenia i certyfikaty, dopuszczającego go do użytkowania w przemyśle spawalniczym. Szpula D-200, waga 5 kg przy średnicy 200mm.
79,00 zł
Taniej w zestawie!
Elektrody rutylowo - celulozowe SKANDI KRAFT do spawania stali czarnej
1 szt.
Nowe elektrody do spawania stali czarnej, rutylowo-celulozowe SKANDI KRAFT, łatwo spawalne
49,00 zł
Taniej w zestawie!
Preparat antyodpryskowy spawalniczy SKANDI KRAFT 400 ml
1 szt.
Preparat antyodpryskowy o pojemności 400ml w postaci aerozolu jest bezwonnym środkiem używanym do ochrony dyszy palnika, narzędzi i powierzchni materiału spawanego przed wtapianiem się odprysków metalu w trakcie spawania technikami elektrycznymi. Preparat zapewnia bardzo łatwy sposób aplikacji, wystarczy lekko spryskać chronioną powierzchnię przed spawaniem z odległości 30 cm.
20,00 zł
Taniej w zestawie!
Mocny Kątownik Magnetyczny - Udźwig 22KG
2 szt.
Stalowe kątowniki magnetyczne, umożliwiające łączenie materiałów pod kątami: 45°, 90° i 135°. Mocne magnesy ferrytowe umożliwiają udźwig 22 kg, co przy niewielkich gabarytach i masie pozwala na swobodę podczas prac spawalniczych, ślusarskich lub montażowych.
29,90 zł
Taniej w zestawie!
Rękawice spawalnicze MIG/MAG MMA Żółte
1 szt.
Trwałe rękawice w całości wykonane z dwoiny bydlęcej. Poza ochroną dłoni rękawice również osłaniają cześć przedramienia. Wykończone miękką podszewką poza mankietem. Szwy wykonane z niepalnych nici KEVLAR® osłonięte bizą. Część chwytna oraz nadgarstek wzmocnione dodatkową skórą. Rękawice wyprodukowane zgodnie z normą EN12477 TYPE A.
39,00 zł
Taniej w zestawie!
Opaska Zaciskowa Na Wężyk Gazowy
2 szt.
Opaska zaciskowa to podstawowy element montażowy w spawalnictwie. Służy do szczelnego połączenia węża z króćcem reduktora, palnika lub innym elementem układu gazowego. Zapobiega zsuwaniu się przewodu podczas pracy i minimalizuje ryzyko nieszczelności, co bezpośrednio wpływa na bezpieczeństwo i niezawodność zestawu spawalniczego.
5,00 zł
Taniej w zestawie!
Wężyk gazowy rurka do butli PCV 6 mm
2 szt.
Wężyk gazowy to niezbędny element każdego zestawu spawalniczego, przeznaczony do transportu gazów technicznych od reduktora do palnika lub innego urządzenia roboczego. Dzięki swojej elastycznej konstrukcji umożliwia swobodne manewrowanie sprzętem i wygodną pracę w warsztacie. Odpowiednio dobrany przewód zapewnia bezpieczny i stabilny przepływ gazu, co przekłada się na jakość i precyzję spawania.
4,00 zł
Taniej w zestawie!
Zestaw Osprzętu Do Uchwytu MB24 MIG MAG 0,8 mm #1 Opti
1 szt.
Zestaw osprzętu do uchwytu spawalniczego MIG/MAG MB 24. Zaleca się, aby produkty zaliczane do grupy MB 24 użytkować ze spawarkami, których maksymalne natężenie prądu wynosi 250A. Uchwyty z serii MB 24 doskonale sprawdzają się w warsztatach, usługowo produkcyjnych oraz blacharskich, idealne do spawania lekkich konstrukcji. W skład kompletnego zestawu wchodzą dysze gazowe, łączniki prądowe, końcówki prądowe ze średnicą do wyboru oraz rozdzielacze gazu.
59,00 zł
Taniej w zestawie!
Zestaw 0

Produkt podstawowy
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
Spawarka Migomat Magnum MIG 240 Dual Puls Synergia LCD
1 szt.
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
2 590,00 zł
Taniej w zestawie!
Przyłbica spawalnicza Magnum Turbo - True Color samościemniająca
1 szt.
Przyłbica spawalnicza z filtrem spawalniczym TRUE COLOR i nagłowiem MAGNUM TURBO, przeznaczona do większości procesów spawania m.in. MMA, MIG/MAG, TIG, spawanie niskoamperowe TIG. Przyłbica MAGNUM zapewnia ochronę przed iskrami, rozpryskami spawalniczymi, promieniowaniem UV i IR powstającym podczas spawania łukiem/gazowego.
296,00 zł
Taniej w zestawie!
Pełna Butla Gazowa MIX AR/CO2 gaz
1 szt.
Butla z gazem ochronnym to niezbędny element przy spawaniu metodą MIG/MAG oraz TIG. Zawiera wysokiej czystości mieszankę argonu i dwutlenku węgla (AR/CO₂) lub sam argon, stosowaną do wytworzenia stabilnego łuku i ochrony spoiny przed działaniem powietrza. Gaz ten zapewnia czyste, estetyczne spoiny oraz ogranicza ilość odprysków w trakcie pracy, co przekłada się na wyższą jakość i efektywność procesu spawania.
379,00 zł
Taniej w zestawie!
Pełna Butla Gazowa z argonem 4.8 pojemność 8l - 10 lat legalizacji

1 szt.
Butla zawiera 8l wysokiej jakości argonu. Kołpak ochronny zabezpiecza zawór przed uszkodzeniem w transporcie lub podczas magazynowania. Butla i zawór wykonane są zgodnie z normą EN 1964: 1999, i posiadają znak π zgodności z wymogami ADR/RID.
379,00 zł
Taniej w zestawie!
Reduktor Butlowy AR-CO2 MINI 2 Manometry do Argonu CO2 lub Mieszanki Ar/CO2
1 szt.
Reduktor butlowy MINI z 2 manometrami - jednostopniowy, bezdźwigniowy. Przeznaczony do gazów technicznych typu argon, dwutlenek oraz mieszanek tych gazów Arg/CO2. Umożliwia obniżenie ciśnienia gazów pobieranych z butli do wymaganego ciśnienia wylotowego (roboczego) oraz zapewnia samoczynne utrzymanie tego ciśnienia na możliwie stałym poziomie niezależnie od zmian ciśnienia wlotowego.
119,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG MAG do stali SG2 Średnica 0,8 mm - 5 kg
1 szt.
Elektrodowy drut spawalniczy SG2, miedziowany przeznaczony do spawania metodą MIG MAG. SG2 jest jednym z najpowszechniej stosowanych i znajduje szerokie zastosowanie w spawaniu stali niskowęglowych, konstrukcyjnych kotłowych i okrętowych itp. w osłonie gazów CO2 i CO2/Ar (mieszanka). Drut posiada wszystkie zaświadczenia i certyfikaty, dopuszczającego go do użytkowania w przemyśle spawalniczym. Szpula D-200, waga 5 kg przy średnicy 200mm.
79,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG ALMG 5 0,45 KG 1,0 mm Do Aluminium
1 szt.
Drut AlMg5 jest jednym z najszerzej stosowanych spawalniczych stopów aluminium. Spoiwo aluminiowe zawierające 5% magnezu do spawania metodą MIG stopów AL-Mg odpornych na działanie wody morskiej. Zapewnia wyższą odporność na pękanie niż spoiwa o mniejszej zawartości magnezu. Obszar spawania musi być oczyszczony do połysku metalicznego.
59,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG ALSI 5 0,45 KG - 1,0 mm Do Aluminium
1 szt.
Drut aluminiowy o zawartości 5% krzemu do spawania półautomatycznego MIG w osłonie argonu, helu lub mieszanki Ar+He. Stosowany do spawania stopów aluminium zawierających do 7% krzemu jako głównego składnika stopowego.
59,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG 308 LSI 0,8 mm 1kg

1 szt.
Drut do spawania jednogatunkowych stali nierdzewnych, odpornych na korozję. Zastosowanie we wszystkich gałęziach przemysłu, gdzie spawane są jednorodne gatunki stali, a także stale ferrytyczne o 13% zawartości chromu.
89,00 zł
Taniej w zestawie!
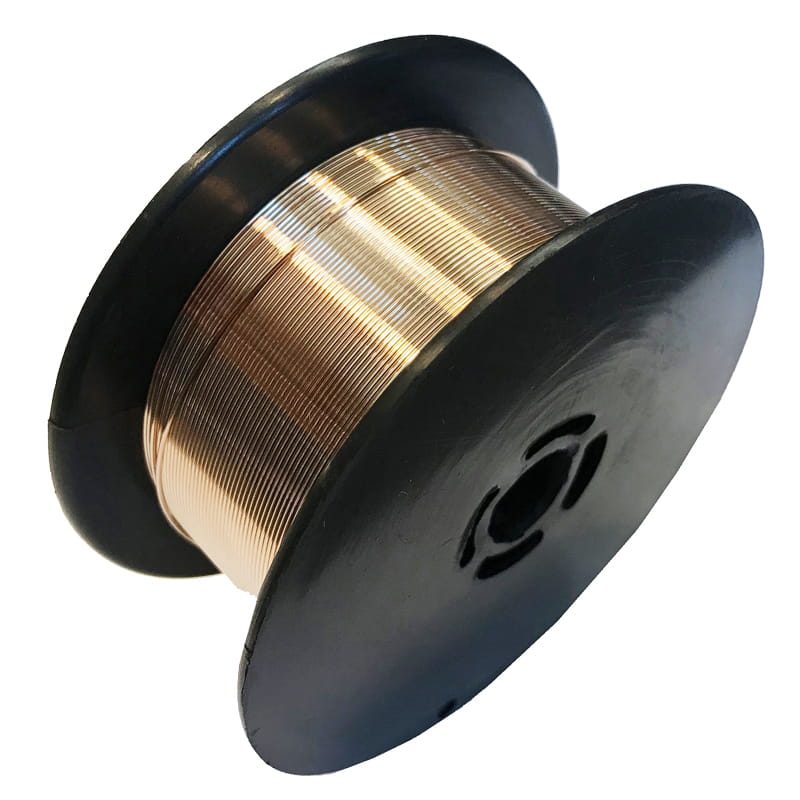
Drut Do Lutospawania CuSi 3 MIG Ø 0,8mm 1kg D100
1 szt.
Drut CuSi3 stosowany jest przede wszystkim do łączenia cienkich blach ocynkowanych oraz miedzi ze stalą, można go również zastosować do spawania miedzi i stopów miedziano-krzemowych. Główna cecha lutospawania to ochrona antykorozyjna połączonych elementów, spawane materiały nagrzewają się max do temperatury około 1050 °C, co zmniejsza ryzyko spalania powłoki cynkowej. Stosowany w przemyśle samochodowym, budowie urządzeń wentylacyjnych i kontenerów.
169,00 zł
Taniej w zestawie!
Preparat antyodpryskowy spawalniczy SKANDI KRAFT 400 ml
1 szt.
Preparat antyodpryskowy o pojemności 400ml w postaci aerozolu jest bezwonnym środkiem używanym do ochrony dyszy palnika, narzędzi i powierzchni materiału spawanego przed wtapianiem się odprysków metalu w trakcie spawania technikami elektrycznymi. Preparat zapewnia bardzo łatwy sposób aplikacji, wystarczy lekko spryskać chronioną powierzchnię przed spawaniem z odległości 30 cm.
20,00 zł
Taniej w zestawie!
Zestaw Osprzętu Do Uchwytu MB24 MIG MAG 0,8 mm #1 Opti
1 szt.
Zestaw osprzętu do uchwytu spawalniczego MIG/MAG MB 24. Zaleca się, aby produkty zaliczane do grupy MB 24 użytkować ze spawarkami, których maksymalne natężenie prądu wynosi 250A. Uchwyty z serii MB 24 doskonale sprawdzają się w warsztatach, usługowo produkcyjnych oraz blacharskich, idealne do spawania lekkich konstrukcji. W skład kompletnego zestawu wchodzą dysze gazowe, łączniki prądowe, końcówki prądowe ze średnicą do wyboru oraz rozdzielacze gazu.
59,00 zł
Taniej w zestawie!
Rękawice spawalnicze MIG/MAG MMA Żółte
1 szt.
Trwałe rękawice w całości wykonane z dwoiny bydlęcej. Poza ochroną dłoni rękawice również osłaniają cześć przedramienia. Wykończone miękką podszewką poza mankietem. Szwy wykonane z niepalnych nici KEVLAR® osłonięte bizą. Część chwytna oraz nadgarstek wzmocnione dodatkową skórą. Rękawice wyprodukowane zgodnie z normą EN12477 TYPE A.
39,00 zł
Taniej w zestawie!
Wkład teflonowy Czerwony na drut ⌀ 1,0-1,2 mm długość 3m

1 szt.
Wkład teflonowy czerwony prowadzący drut w uchwytach MIG/MAG stosowany przy spawaniu aluminium i lutospawaniu. Średnica zewnętrzna 4.0mm, wewnętrzna 2mm, długość 3m. Zakres średnic drutu 1,0-1,2 mm.
45,00 zł
Taniej w zestawie!
Wężyk gazowy rurka do butli PCV 6 mm
2 szt.
Wężyk gazowy to niezbędny element każdego zestawu spawalniczego, przeznaczony do transportu gazów technicznych od reduktora do palnika lub innego urządzenia roboczego. Dzięki swojej elastycznej konstrukcji umożliwia swobodne manewrowanie sprzętem i wygodną pracę w warsztacie. Odpowiednio dobrany przewód zapewnia bezpieczny i stabilny przepływ gazu, co przekłada się na jakość i precyzję spawania.
4,00 zł
Taniej w zestawie!
Zestaw 0

Produkt podstawowy
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
Spawarka Migomat Magnum MIG 240 Dual Puls Synergia LCD
1 szt.
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
2 590,00 zł
Taniej w zestawie!
Uchwyt TIG 17V 4M Z Zaworkiem ŁW 35-50

1 szt.
Uchwyt spawalniczy SPARTUS TIG z przyłączem ŁW 35-50 pasuje do większości urządzeń spawalniczych dostępnych na rynku. Jest kompletnie uzbrojony i gotowy do pracy. Ergonomiczna rękojeść z precyzyjnym przyciskiem zapewnia wysoki komfort pracy.
399,00 zł
Taniej w zestawie!
Przyłbica spawalnicza Magnum Turbo - True Color samościemniająca
1 szt.
Przyłbica spawalnicza z filtrem spawalniczym TRUE COLOR i nagłowiem MAGNUM TURBO, przeznaczona do większości procesów spawania m.in. MMA, MIG/MAG, TIG, spawanie niskoamperowe TIG. Przyłbica MAGNUM zapewnia ochronę przed iskrami, rozpryskami spawalniczymi, promieniowaniem UV i IR powstającym podczas spawania łukiem/gazowego.
296,00 zł
Taniej w zestawie!
Pełna Butla Gazowa MIX AR/CO2 gaz
1 szt.
Butla z gazem ochronnym to niezbędny element przy spawaniu metodą MIG/MAG oraz TIG. Zawiera wysokiej czystości mieszankę argonu i dwutlenku węgla (AR/CO₂) lub sam argon, stosowaną do wytworzenia stabilnego łuku i ochrony spoiny przed działaniem powietrza. Gaz ten zapewnia czyste, estetyczne spoiny oraz ogranicza ilość odprysków w trakcie pracy, co przekłada się na wyższą jakość i efektywność procesu spawania.
379,00 zł
Taniej w zestawie!
Pełna Butla Gazowa z argonem 4.8 pojemność 8l - 10 lat legalizacji
1 szt.
Butla zawiera 8l wysokiej jakości argonu. Kołpak ochronny zabezpiecza zawór przed uszkodzeniem w transporcie lub podczas magazynowania. Butla i zawór wykonane są zgodnie z normą EN 1964: 1999, i posiadają znak π zgodności z wymogami ADR/RID.
379,00 zł
Taniej w zestawie!
Reduktor Butlowy AR-CO2 MINI 2 Manometry do Argonu CO2 lub Mieszanki Ar/CO2
1 szt.
Reduktor butlowy MINI z 2 manometrami - jednostopniowy, bezdźwigniowy. Przeznaczony do gazów technicznych typu argon, dwutlenek oraz mieszanek tych gazów Arg/CO2. Umożliwia obniżenie ciśnienia gazów pobieranych z butli do wymaganego ciśnienia wylotowego (roboczego) oraz zapewnia samoczynne utrzymanie tego ciśnienia na możliwie stałym poziomie niezależnie od zmian ciśnienia wlotowego.
119,00 zł
Taniej w zestawie!
Preparat antyodpryskowy spawalniczy SKANDI KRAFT 400 ml
1 szt.
Preparat antyodpryskowy o pojemności 400ml w postaci aerozolu jest bezwonnym środkiem używanym do ochrony dyszy palnika, narzędzi i powierzchni materiału spawanego przed wtapianiem się odprysków metalu w trakcie spawania technikami elektrycznymi. Preparat zapewnia bardzo łatwy sposób aplikacji, wystarczy lekko spryskać chronioną powierzchnię przed spawaniem z odległości 30 cm.
20,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG MAG do stali SG2 Średnica 0,8 mm - 5 kg
1 szt.
Elektrodowy drut spawalniczy SG2, miedziowany przeznaczony do spawania metodą MIG MAG. SG2 jest jednym z najpowszechniej stosowanych i znajduje szerokie zastosowanie w spawaniu stali niskowęglowych, konstrukcyjnych kotłowych i okrętowych itp. w osłonie gazów CO2 i CO2/Ar (mieszanka). Drut posiada wszystkie zaświadczenia i certyfikaty, dopuszczającego go do użytkowania w przemyśle spawalniczym. Szpula D-200, waga 5 kg przy średnicy 200mm.
79,00 zł
Taniej w zestawie!
Rękawice spawalnicze MIG/MAG MMA Żółte
1 szt.
Trwałe rękawice w całości wykonane z dwoiny bydlęcej. Poza ochroną dłoni rękawice również osłaniają cześć przedramienia. Wykończone miękką podszewką poza mankietem. Szwy wykonane z niepalnych nici KEVLAR® osłonięte bizą. Część chwytna oraz nadgarstek wzmocnione dodatkową skórą. Rękawice wyprodukowane zgodnie z normą EN12477 TYPE A.
39,00 zł
Taniej w zestawie!
Zestaw Startowy TIG DC osprzętu do Stali Nierdzewnej I Kwasoodpornej

1 szt.
Zestaw osprzętu spawalniczego TIG DC do stali nierdzewnej i kwasoodpornej. Zawiera niezbędne akcesoria takie jak druty elektrody dysze soczewki.
250,00 zł
Taniej w zestawie!
Zestaw Osprzętu Do Uchwytu MB24 MIG MAG 0,8 mm #1 Opti
1 szt.
Zestaw osprzętu do uchwytu spawalniczego MIG/MAG MB 24. Zaleca się, aby produkty zaliczane do grupy MB 24 użytkować ze spawarkami, których maksymalne natężenie prądu wynosi 250A. Uchwyty z serii MB 24 doskonale sprawdzają się w warsztatach, usługowo produkcyjnych oraz blacharskich, idealne do spawania lekkich konstrukcji. W skład kompletnego zestawu wchodzą dysze gazowe, łączniki prądowe, końcówki prądowe ze średnicą do wyboru oraz rozdzielacze gazu.
59,00 zł
Taniej w zestawie!
Wężyk gazowy rurka do butli PCV 6 mm
2 szt.
Wężyk gazowy to niezbędny element każdego zestawu spawalniczego, przeznaczony do transportu gazów technicznych od reduktora do palnika lub innego urządzenia roboczego. Dzięki swojej elastycznej konstrukcji umożliwia swobodne manewrowanie sprzętem i wygodną pracę w warsztacie. Odpowiednio dobrany przewód zapewnia bezpieczny i stabilny przepływ gazu, co przekłada się na jakość i precyzję spawania.
4,00 zł
Taniej w zestawie!
Zestaw 0

Produkt podstawowy
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
Spawarka Migomat Magnum MIG 240 Dual Puls Synergia LCD
1 szt.
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
2 590,00 zł
Taniej w zestawie!
Uchwyt TIG 17V 4M Z Zaworkiem ŁW 35-50
1 szt.
Uchwyt spawalniczy SPARTUS TIG z przyłączem ŁW 35-50 pasuje do większości urządzeń spawalniczych dostępnych na rynku. Jest kompletnie uzbrojony i gotowy do pracy. Ergonomiczna rękojeść z precyzyjnym przyciskiem zapewnia wysoki komfort pracy.
399,00 zł
Taniej w zestawie!
Przyłbica spawalnicza Magnum Turbo - True Color samościemniająca
1 szt.
Przyłbica spawalnicza z filtrem spawalniczym TRUE COLOR i nagłowiem MAGNUM TURBO, przeznaczona do większości procesów spawania m.in. MMA, MIG/MAG, TIG, spawanie niskoamperowe TIG. Przyłbica MAGNUM zapewnia ochronę przed iskrami, rozpryskami spawalniczymi, promieniowaniem UV i IR powstającym podczas spawania łukiem/gazowego.
296,00 zł
Taniej w zestawie!
Pełna Butla Gazowa MIX AR/CO2 gaz
1 szt.
Butla z gazem ochronnym to niezbędny element przy spawaniu metodą MIG/MAG oraz TIG. Zawiera wysokiej czystości mieszankę argonu i dwutlenku węgla (AR/CO₂) lub sam argon, stosowaną do wytworzenia stabilnego łuku i ochrony spoiny przed działaniem powietrza. Gaz ten zapewnia czyste, estetyczne spoiny oraz ogranicza ilość odprysków w trakcie pracy, co przekłada się na wyższą jakość i efektywność procesu spawania.
379,00 zł
Taniej w zestawie!
Pełna Butla Gazowa z argonem 4.8 pojemność 8l - 10 lat legalizacji
1 szt.
Butla zawiera 8l wysokiej jakości argonu. Kołpak ochronny zabezpiecza zawór przed uszkodzeniem w transporcie lub podczas magazynowania. Butla i zawór wykonane są zgodnie z normą EN 1964: 1999, i posiadają znak π zgodności z wymogami ADR/RID.
379,00 zł
Taniej w zestawie!
Reduktor Butlowy AR-CO2 MINI 2 Manometry do Argonu CO2 lub Mieszanki Ar/CO2
1 szt.
Reduktor butlowy MINI z 2 manometrami - jednostopniowy, bezdźwigniowy. Przeznaczony do gazów technicznych typu argon, dwutlenek oraz mieszanek tych gazów Arg/CO2. Umożliwia obniżenie ciśnienia gazów pobieranych z butli do wymaganego ciśnienia wylotowego (roboczego) oraz zapewnia samoczynne utrzymanie tego ciśnienia na możliwie stałym poziomie niezależnie od zmian ciśnienia wlotowego.
119,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG MAG do stali SG2 Średnica 0,8 mm - 5 kg
1 szt.
Elektrodowy drut spawalniczy SG2, miedziowany przeznaczony do spawania metodą MIG MAG. SG2 jest jednym z najpowszechniej stosowanych i znajduje szerokie zastosowanie w spawaniu stali niskowęglowych, konstrukcyjnych kotłowych i okrętowych itp. w osłonie gazów CO2 i CO2/Ar (mieszanka). Drut posiada wszystkie zaświadczenia i certyfikaty, dopuszczającego go do użytkowania w przemyśle spawalniczym. Szpula D-200, waga 5 kg przy średnicy 200mm.
79,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG ALMG 5 0,45 KG 1,0 mm Do Aluminium
1 szt.
Drut AlMg5 jest jednym z najszerzej stosowanych spawalniczych stopów aluminium. Spoiwo aluminiowe zawierające 5% magnezu do spawania metodą MIG stopów AL-Mg odpornych na działanie wody morskiej. Zapewnia wyższą odporność na pękanie niż spoiwa o mniejszej zawartości magnezu. Obszar spawania musi być oczyszczony do połysku metalicznego.
59,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG ALSI 5 0,45 KG - 1,0 mm Do Aluminium
1 szt.
Drut aluminiowy o zawartości 5% krzemu do spawania półautomatycznego MIG w osłonie argonu, helu lub mieszanki Ar+He. Stosowany do spawania stopów aluminium zawierających do 7% krzemu jako głównego składnika stopowego.
59,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG 308 LSI 0,8 mm 1kg
1 szt.
Drut do spawania jednogatunkowych stali nierdzewnych, odpornych na korozję. Zastosowanie we wszystkich gałęziach przemysłu, gdzie spawane są jednorodne gatunki stali, a także stale ferrytyczne o 13% zawartości chromu.
89,00 zł
Taniej w zestawie!
Drut Do Lutospawania CuSi 3 MIG Ø 0,8mm 1kg D100
1 szt.
Drut CuSi3 stosowany jest przede wszystkim do łączenia cienkich blach ocynkowanych oraz miedzi ze stalą, można go również zastosować do spawania miedzi i stopów miedziano-krzemowych. Główna cecha lutospawania to ochrona antykorozyjna połączonych elementów, spawane materiały nagrzewają się max do temperatury około 1050 °C, co zmniejsza ryzyko spalania powłoki cynkowej. Stosowany w przemyśle samochodowym, budowie urządzeń wentylacyjnych i kontenerów.
169,00 zł
Taniej w zestawie!
Rękawice spawalnicze MIG/MAG MMA Żółte
1 szt.
Trwałe rękawice w całości wykonane z dwoiny bydlęcej. Poza ochroną dłoni rękawice również osłaniają cześć przedramienia. Wykończone miękką podszewką poza mankietem. Szwy wykonane z niepalnych nici KEVLAR® osłonięte bizą. Część chwytna oraz nadgarstek wzmocnione dodatkową skórą. Rękawice wyprodukowane zgodnie z normą EN12477 TYPE A.
39,00 zł
Taniej w zestawie!
Preparat antyodpryskowy spawalniczy SKANDI KRAFT 400 ml
1 szt.
Preparat antyodpryskowy o pojemności 400ml w postaci aerozolu jest bezwonnym środkiem używanym do ochrony dyszy palnika, narzędzi i powierzchni materiału spawanego przed wtapianiem się odprysków metalu w trakcie spawania technikami elektrycznymi. Preparat zapewnia bardzo łatwy sposób aplikacji, wystarczy lekko spryskać chronioną powierzchnię przed spawaniem z odległości 30 cm.
20,00 zł
Taniej w zestawie!
Mocny Kątownik Magnetyczny - Udźwig 22KG
2 szt.
Stalowe kątowniki magnetyczne, umożliwiające łączenie materiałów pod kątami: 45°, 90° i 135°. Mocne magnesy ferrytowe umożliwiają udźwig 22 kg, co przy niewielkich gabarytach i masie pozwala na swobodę podczas prac spawalniczych, ślusarskich lub montażowych.
29,90 zł
Taniej w zestawie!
Elektrody rutylowo - celulozowe SKANDI KRAFT do spawania stali czarnej

1 szt.
Nowe elektrody do spawania stali czarnej, rutylowo-celulozowe SKANDI KRAFT, łatwo spawalne
49,00 zł
Taniej w zestawie!
Wężyk gazowy rurka do butli PCV 6 mm
1 szt.
Wężyk gazowy to niezbędny element każdego zestawu spawalniczego, przeznaczony do transportu gazów technicznych od reduktora do palnika lub innego urządzenia roboczego. Dzięki swojej elastycznej konstrukcji umożliwia swobodne manewrowanie sprzętem i wygodną pracę w warsztacie. Odpowiednio dobrany przewód zapewnia bezpieczny i stabilny przepływ gazu, co przekłada się na jakość i precyzję spawania.
4,00 zł
Taniej w zestawie!
Zestaw Startowy TIG DC osprzętu do Stali Nierdzewnej I Kwasoodpornej
1 szt.
Zestaw osprzętu spawalniczego TIG DC do stali nierdzewnej i kwasoodpornej. Zawiera niezbędne akcesoria takie jak druty elektrody dysze soczewki.
250,00 zł
Taniej w zestawie!
Zestaw Osprzętu Do Uchwytu MB24 MIG MAG 0,8 mm #1 Opti
1 szt.
Zestaw osprzętu do uchwytu spawalniczego MIG/MAG MB 24. Zaleca się, aby produkty zaliczane do grupy MB 24 użytkować ze spawarkami, których maksymalne natężenie prądu wynosi 250A. Uchwyty z serii MB 24 doskonale sprawdzają się w warsztatach, usługowo produkcyjnych oraz blacharskich, idealne do spawania lekkich konstrukcji. W skład kompletnego zestawu wchodzą dysze gazowe, łączniki prądowe, końcówki prądowe ze średnicą do wyboru oraz rozdzielacze gazu.
59,00 zł
Taniej w zestawie!
Zestaw 0

Produkt podstawowy
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
Spawarka Migomat Magnum MIG 240 Dual Puls Synergia LCD
1 szt.
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.
2 590,00 zł
Taniej w zestawie!
Reduktor Butlowy AR-CO2 MINI 2 Manometry do Argonu CO2 lub Mieszanki Ar/CO2
1 szt.
Reduktor butlowy MINI z 2 manometrami - jednostopniowy, bezdźwigniowy. Przeznaczony do gazów technicznych typu argon, dwutlenek oraz mieszanek tych gazów Arg/CO2. Umożliwia obniżenie ciśnienia gazów pobieranych z butli do wymaganego ciśnienia wylotowego (roboczego) oraz zapewnia samoczynne utrzymanie tego ciśnienia na możliwie stałym poziomie niezależnie od zmian ciśnienia wlotowego.
119,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG MAG do stali SG2 Średnica 0,8 mm - 5 kg
1 szt.
Elektrodowy drut spawalniczy SG2, miedziowany przeznaczony do spawania metodą MIG MAG. SG2 jest jednym z najpowszechniej stosowanych i znajduje szerokie zastosowanie w spawaniu stali niskowęglowych, konstrukcyjnych kotłowych i okrętowych itp. w osłonie gazów CO2 i CO2/Ar (mieszanka). Drut posiada wszystkie zaświadczenia i certyfikaty, dopuszczającego go do użytkowania w przemyśle spawalniczym. Szpula D-200, waga 5 kg przy średnicy 200mm.
79,00 zł
Taniej w zestawie!
Preparat antyodpryskowy spawalniczy SKANDI KRAFT 400 ml
1 szt.
Preparat antyodpryskowy o pojemności 400ml w postaci aerozolu jest bezwonnym środkiem używanym do ochrony dyszy palnika, narzędzi i powierzchni materiału spawanego przed wtapianiem się odprysków metalu w trakcie spawania technikami elektrycznymi. Preparat zapewnia bardzo łatwy sposób aplikacji, wystarczy lekko spryskać chronioną powierzchnię przed spawaniem z odległości 30 cm.
20,00 zł
Taniej w zestawie!
Mocny kątownik Magnetyczny, udźwig 11Kg

2 szt.
Stalowe kątowniki magnetyczne, umożliwiające łączenie materiałów pod kątami: 45°, 90° i 135°. Mocne magnesy ferrytowe umożliwiają udźwig 11 kg, co przy niewielkich gabarytach i masie pozwala na swobodę podczas prac spawalniczych, ślusarskich lub montażowych.
20,00 zł
Taniej w zestawie!
Elektrody rutylowo - celulozowe SKANDI KRAFT do spawania stali czarnej
1 szt.
Nowe elektrody do spawania stali czarnej, rutylowo-celulozowe SKANDI KRAFT, łatwo spawalne
49,00 zł
Taniej w zestawie!
Rękawice spawalnicze MIG/MAG MMA Żółte
1 szt.
Trwałe rękawice w całości wykonane z dwoiny bydlęcej. Poza ochroną dłoni rękawice również osłaniają cześć przedramienia. Wykończone miękką podszewką poza mankietem. Szwy wykonane z niepalnych nici KEVLAR® osłonięte bizą. Część chwytna oraz nadgarstek wzmocnione dodatkową skórą. Rękawice wyprodukowane zgodnie z normą EN12477 TYPE A.
39,00 zł
Taniej w zestawie!
Wężyk gazowy rurka do butli PCV 6 mm
2 szt.
Wężyk gazowy to niezbędny element każdego zestawu spawalniczego, przeznaczony do transportu gazów technicznych od reduktora do palnika lub innego urządzenia roboczego. Dzięki swojej elastycznej konstrukcji umożliwia swobodne manewrowanie sprzętem i wygodną pracę w warsztacie. Odpowiednio dobrany przewód zapewnia bezpieczny i stabilny przepływ gazu, co przekłada się na jakość i precyzję spawania.
4,00 zł
Taniej w zestawie!
Opaska Zaciskowa Na Wężyk Gazowy
2 szt.
Opaska zaciskowa to podstawowy element montażowy w spawalnictwie. Służy do szczelnego połączenia węża z króćcem reduktora, palnika lub innym elementem układu gazowego. Zapobiega zsuwaniu się przewodu podczas pracy i minimalizuje ryzyko nieszczelności, co bezpośrednio wpływa na bezpieczeństwo i niezawodność zestawu spawalniczego.
5,00 zł
Taniej w zestawie!
Zestaw Osprzętu Do Uchwytu MB24 MIG MAG 0,8 mm #1 MIDI

1 szt.
Zestaw osprzętu do uchwytu spawalniczego MIG/MAG MB 24. Zaleca się, aby produkty zaliczane do grupy MB 24 użytkować ze spawarkami, których maksymalne natężenie prądu wynosi 250A. Uchwyty z serii MB 24 doskonale sprawdzają się w warsztatach, usługowo produkcyjnych oraz blacharskich, idealne do spawania lekkich konstrukcji. W skład kompletnego zestawu wchodzą dysze gazowe, łączniki prądowe, końcówki prądowe ze średnicą do wyboru oraz rozdzielacze gazu.
64,00 zł
Taniej w zestawie!
Pełna Butla Gazowa MIX AR/CO2 gaz
1 szt.
Butla z gazem ochronnym to niezbędny element przy spawaniu metodą MIG/MAG oraz TIG. Zawiera wysokiej czystości mieszankę argonu i dwutlenku węgla (AR/CO₂) lub sam argon, stosowaną do wytworzenia stabilnego łuku i ochrony spoiny przed działaniem powietrza. Gaz ten zapewnia czyste, estetyczne spoiny oraz ogranicza ilość odprysków w trakcie pracy, co przekłada się na wyższą jakość i efektywność procesu spawania.
379,00 zł
Taniej w zestawie!
Przyłbica spawalnicza samościemniająca Magnum Nova Niebieska

1 szt.
MAGNUM NOVA to przyłbica, która została stworzona dla najbardziej wymagających spawaczy oraz amatorów branży spawalniczej. Maskę cechuje duży wizjer, automatyczny filtr, który zaciemnia się w chwili powstania łuku spawalniczego, rozjaśnia się po jego wygaszeniu. Maska dostosuje się do każdych warunków dzięki płynnej regulacji.
210,00 zł
Taniej w zestawie!
Młotek spawalniczy sprężynowy

1 szt.
Praktyczny młotek spawalniczy ze sprężynową rękojeścią do czyszczenia spoin. Niezbędne narzędzie podczas spawania metodą MMA przy użyciu elektrod otulonych. Młotek służy do usuwania żużlu spawalniczego powstałego w procesie spawania. Sprężynowa rękojeść zapewnia komfort pracy i stabilnie trzyma się w dłoni.
19,99 zł
Taniej w zestawie!
Czyścik (skrobak) dysz gazowych Spartus MIG/MAG

1 szt.
Czyścik do dysz gazowych uchwytów MIG/MAG. Służy do szybkiego usuwania odprysków z dyszy. Przedłuża żywotność podzespołów eksploatacyjnych.
20,00 zł
Taniej w zestawie!
Opis
SPAWARKA MAGNUM MIG 240 LCD DUAL PULS SYNERGIA
Spawarka inwertorowa Magnum 240 Dual Pulse Synergia LCD to zaawansowany, wysokiej klasy migomat oferujący pełne sterowanie synergiczne oraz co niespotykane w tej klasie cenowej podwójny puls. W urządzeniu mamy możliwość wykorzystania programów synergicznych, dzięki którym możliwy będzie automatyczny dobór parametrów do spawania stali czarnej, nierdzewnej lub Aluminium. Zaletą Modelu 240 jest bardzo wysoki cykl pracy 60% dla prądu 200A. Maxymalny prąd spawania tego urządzenia to 240A. Dodatkowo urządzenie zostało wyposażone w nowoczesny - bardzo czytelny wyświetlacz LCD.

Allweld.pl © Copyright All rights reserved. Wszelkie zdjęcia i opisy chronione są prawami autorskimi na mocy ustawy zabronione jest ich kopiowanie, modyfikowanie, publikowanie bez uprzedniej zgody.
- Spawarka Magnum MIG 240 LCD Dual Puls Synergia
- Uchwyt spawalniczy MIG/MAG typ MB 24 - 3m
- Uchwyt elektrodowy - 1 szt.
- Uchwyt masowy - 1 szt.
- Rolki do drutu stalowego V (0.8 - 1.0) - 2 szt.
- Rolki do drutu aluminiowego U (1.0 - 1.2) - 2 szt.
- Wkład teflonowy do drutu aluminiowego - 1szt
- Wkład do drutu stalowego - 1 szt.
- Końcówki prądowe MB15 - 2 szt.
- Końcówki prądowe MB 24 - 4 szt.
- Opaski zaciskowe - 2 szt.
- Wężyk do gazu - 1 szt.
Jeśli potrzebujesz inne akcesoria typu: butla, drut, dysze czy przyłbica, to znajdziesz je na innych naszych aukcjach!
UWAGA: TEN MODEL WYSTĘPUJE W KILKU PROMOCYJNYCH ZESTAWACH KLIKNIJ W LINK, ABY WSZYSTKIE ZOBACZYĆ >>DOSTĘPNE ZESTAWY<<
KANAŁY PAMIĘCI
Spawarka posiada wbudowaną pamięć ustawień, dzięki czemu możemy je zapisać i wracać do nich w dowolnej chwili. Takie rozwiązanie pomocne jest dla osób, które mają powtarzalność cykli i nie chcą za każdym razem od nowa ustawiać spawarki.
WSZECHSTRONNY MIGOMAT
Znajdzie zastosowanie w warsztatach ślusarskich, warsztatach naprawczych pracach montażowych. Model 240 Dual Puls Synergia LCD umożliwi łączenie stali niskostopowych, niestopowych, jak też: magnezu, aluminium, niklu, miedzi i ich stopów. Magnum MIG 240 DUAL PULS wykorzystany może być również do obróbki blach cienkich zwłaszcza w branży samochodowej.

PROGRAMY SYNERGICZNE
MIG/MAG:
- Fe CO2, średnica drutu: 0,8 / 1,0, Spawanie stali węglowych metodą MAG w osłonie CO2.
- Fe Ar 82%, średnica drutu: 0,8 / 1,0, Spawanie stali węglowych metodą MAG w osłonie mieszanki gazowej Ar + CO2
- AlMg5 Ar, 1,0 / 1,2, Spawanie stopów aluminium z magnezem, metodą MIG, w osłonie argonu.
- AlSi5 Ar, 1,0 / 1,2, Spawanie stopów aluminium z krzemem, metodą MIG, w osłonie argonu.
- CuSi3 Ar, 0,8 / 1,0, Program do lutospawania metodą MIG, w osłonie argonu.
- E308 Ar98%, 0,8 / 1,0, Spawanie stali nierdzewnych metodą MIG, w osłonie argonu z domieszką 2% CO2, lub w czystym argonie.
- E316 Ar98%, 0,8 / 1,0, Spawanie stali nierdzewnych wysokostopowych metodą MIG, w osłonie argonu z domieszką 2% CO2, lub w czystym argonie.
Pulse MIG:
- Fe Ar 82%, 0,8 / 1,0, Spawanie stali węglowych metodą MAG z pojedynczym pulsem, w osłonie mieszanki gazowej Ar + CO2 .
- AlMg5 Ar, 1,0 / 1,2, Spawanie stopów aluminium z magnezem, metodą MIG z pojedynczym pulsem, w osłonie argonu.
- AlSi5 Ar, 1,0 / 1,2, Spawanie stopów aluminium z krzemem, metodą MIG z pojedynczym pulsem, w osłonie argonu.
- CuSi3 Ar, 0,8 / 1,0, Program do lutospawania metodą MIG, w osłonie argonu.
- E308 Ar98%, 0,8 / 1,0, Spawanie stali nierdzewnych metodą MIG z pojedynczym pulsem, w osłonie argonu z domieszką 2% CO2, lub w czystym argonie.
- E316 Ar98%, 0,8 / 1,0, Spawanie stali nierdzewnych wysokostopowych metodą MIG z pojedynczym pulsem, w osłonie argonu z domieszką 2% CO2, lub w czystym argonie.
Twin Pulse:
- Fe Ar 82%, 0,8 / 1,0, Spawanie stali węglowych metodą MAG z podwójnym pulsem, w osłonie mieszanki gazowej Ar + CO2 .
- AlMg5 Ar, 1,0 / 1,2, Spawanie stopów aluminium z magnezem, metodą MIG z podwójnym pulsem, w osłonie argonu.
- AlSi5 Ar, 1,0 / 1,2, Spawanie stopów aluminium z krzemem, metodą MIG z podwójnym pulsem, w osłonie argonu.
- CuSi3 Ar, 0,8 / 1,0, Program do lutospawania metodą MIG, w osłonie argonu.
- E308 Ar98%, 0,8 / 1,0, Spawanie stali nierdzewnych metodą MIG z podwójnym pulsem, w osłonie argonu z domieszką 2% CO2, lub w czystym argonie.
- E316 Ar98%, 0,8 / 1,0, Spawanie stali nierdzewnych wysokostopowych metodą MIG z podwójnym pulsem, w osłonie argonu z domieszką 2% CO2, lub w czystym argonie.
NAJWAŻNIEJSZE ZALETY URZĄDZENIA:
IGBT - nowoczesne tranzystory bipolarne, zapewniające minimum zakłóceń elektromagnetycznych i małe straty mocy. Zwiększają wydajności oraz wydłużają niezawodności źródła prądu. Umożliwiają wysoką częstotliwość przełączania tym samym zapewniając błyskawiczne dostosowanie prądu do zmian parametrów w czasie spawania.
2T/4T - przy dwutakcie po naciśnięciu przycisku start następuje proces spawania natomiast po puszczeniu przycisku proces spawania zostaje zatrzymany. Czterotakt jest szczególnie przydatny w przypadku długich spoin jak również podczas prac gdy potrzebujemy dowolnie manewrować uchwytem np. podczas spawania rur. Po naciśnięciu i puszczeniu przycisku następuje zajarzenie łuku dopiero powtórne przyciśnięcie i puszczenie kończy proces.
HOT START „gorący start” - polega na chwilowym zwiększeniu prądu spawania ponad ustawioną wartość w momencie zajarzenia łuku. Zapobiega to zjawisku „przyklejania elektrody” w początkowej fazie spawania ułatwiając rozpoczęcie całego procesu. Zalecane jest wyłączenie tej funkcji p przypadku cienkich elementów.
PODAJNIK 4-ROLKOWY - to w pełni profesjonalny podajnik wykonany z ciśnieniowych odlewów aluminiowych. Wyposażony jest w 4 rolki napędzane kołami zębatymi. Przeznaczony jest do pracy pod dużym obciążeniem.
3W1 SPAWARKA – inwertorowe źródło, które w efektywny i bezawaryjny sposób łączy kilka metod spawalniczych. Migomat czyli spawanie gazem obojętnym i aktywnym MIG MAG wraz ze spawaniem elektroda otuloną MMA. Dodatkowo umożliwia stosowanie uchwytu TIG z zaworkiem do spawania w metodzie Lift z dotykowym zajarzeniem łuku.
INDUKCYJNOŚĆ – umożliwia optymalizację procesu spawania w zależności od grubości spawanego elementu oraz warunków spawania. Zmniejszenie indukcyjności sprawia, że łuk staje się stabilniejszy i skoncentrowany a przez to większe wtopienie w materiał. Zwiększenie indukcyjności przydatne przy spawaniu cienkich elementów przyczynia się do powstawania bardziej płynnego jeziorka. Łuk staje się miękki, zmniejsza się ilość odprysków. Funkcja przydatna dla cienkich elementów oraz w procesie lutospawania aby uniknąć uszkodzenia ochronnej warstwy cynku.
LUTOSPAWANIE - to metoda, która w dość dużym stopniu przypomina spawanie metodą MIG/MAG, jednak dostarczana w tym przypadku energia jest o wiele mniejsza. Lutospawanie wykorzystuje się do łączenia cienkich blach pokrytych warstwą cynku. Opisywana metoda to proces spajania, w czasie którego dochodzi do stopienia lutu, a nie materiału z którym pracujemy. Druga część nazwy, czyli MIG/MAG, pochodzi od wykorzystania sposobu topienia drutu w łuku elektrycznym w otoczeniu gazu ochronnego, a także od przygotowania brzegu materiału w taki sam sposób, jak do tradycyjnego spawania. Metoda lutospawania stosowana jest jednak nie tylko do spajania blach ocynkowanych, ale też cienkich blach wykonanych ze stali nierdzewnych oraz różnoimiennych połączeń, m.in. stali kwasoodpornej ze zwykłej jakości stalą lub miedzi ze stalą.
SYNERGIA PEŁNA - funkcja ułatwiająca dobór optymalnych parametrów w procesie spawania. Za pomocą zaprogramowanych danych, źródło automatycznie dobiera prędkość posuwu drutu do prądu spawania. Przyspiesza rozpoczęcie pracy, niweluje ryzyko niewłaściwych ustawień, które negatywnie wpływają na jakość i wygląd spoiny. W modelach z pełną synergią, dobór ustawień bazuje na kluczowych parametrach, takich jak rodzaj spawanego materiału, średnica stosowanego drutu, rodzaj gazu osłonowego oraz grubość spawanego elementu.
S4T TRYB CZTEROTAKT SPECJALNY – po wciśnięciu i zwolnieniu przycisku na uchwycie spawalniczym nastąpi wypływ gazu w ustawionym czasie (Preg) i zajarzenie łuku spawalniczego. Napięcie łuku na starcie będzie zwiększone o wartość ustawioną przez użytkownika (HotI) i spadnie do wartości zasadniczego prądu spawania w ustawionym czasie (Slop). Łuk będzie utrzymywany do momentu ponownego wciśnięcia i zwolnienia przycisku. Po jego zwolnieniu nastąpi spadek natężenia prądu (Slop) do wartości prądu końcowego(EndI) –wypełnienie krateru. Następnie wygaśnie łuk i w ustawionym czasie (Post)wypłynie gaz osłonowy.
SPOT PUNKTOWE - funkcja przydatna w zakładkowym łączeniu cienkich blach a także wstępnego szczepiania np. przed spawaniem doczołowym. Wprowadza krótki impuls, dzięki czemu również niską emisję cieplną w strefie łączenia. Punkty szczepienia o równomiernym położeniu oraz jednakowych rozmiarach w dużym stopniu ułatwiają realizację procesu spawania.
BURN BACK – funkcja upalania drutu, nie dopuszcza do przytapiania się drutu spawalniczego do końcówki prądowej. Regulowana w czasie, umożliwia chwilowe wysunięcie drutu po zakończeniu procesu spawania.
PULS PODWÓJNY - zapewnia lepszy transfer spoiwa w spawany materiał przez co zasadniczo poprawia kontrolę nad procesem spawania oraz jakość samej spoiny. Umożliwia pracę we wszystkich pozycjach i jest szczególnie przydatna dla pozycji wymuszonych. Zapewnia mniejszy wpływ ciepła sprawdza się w przypadku cieńszych materiałów, czy też tych o podwyższonej przewodności cieplnej jak np. stopy aluminium. Redukuje ilość odprysków. Najbardziej zaawansowana metoda spawania w której impulsy prądowe występują w dwóch zakresach, dzięki czemu uzyskujemy optymalna estetykę lica spoiny tzw. efekt łuski.
POST GAZ – wypływ gazu po spawaniu. Zabezpiecza jeziorko przed szkodliwym działaniem powietrza atmosferycznego. Brak dodatkowej osłony gazowej może skutkować utlenianiem się spoiny. Regulacja wyrażona w sekundach.
PRE GAS – wypływ gazu przed zajarzeniem łuku. Zabezpiecza jeziorko przed szkodliwym działaniem powietrza atmosferycznego. Wstępnie oczyszcza spawany materiał. Regulacja wyrażona w sekundach.
VRD - Funkcja ta obniża napięcie w stanie bez obciążenia. W przeciągu milisekund po zakończeniu spawania, napięcie na elektrodzie otulonej zniwelowane jest do bezpiecznego poziomu. Właściwa wartość napięcia zostaje przywrócona dopiero tuż przed zajarzeniem łuku. Minimalizuje to ryzyko porażenia prądem elektrycznym. W skrajnych przypadkach utrudnia zajarzenie łuku.
NARASTANIE PRĄDU – stopniowo zwiększa prąd spawania od wartości początkowej do wartości bazowej. Niweluje ryzyko początkowego rozprysku, zmniejsza ryzyko przepalenia spawanego materiału. W metodzie TIG dodatkowo zmniejsza zużycie elektrody wolframowej i samego uchwytu.
ARC FORCE – wykorzystywana jest do udoskonalenia stabilności w łuku i zapobiegania “przywieraniu” elektrody. Zmniejszenie jej wartości w pewnym stopniu redukuje również zużycie energii elektrycznej, łuk jest miękki i zmniejsza się głębokość wtopu. Ułatwia to pracę przy cieńszych materiałach. Analogicznie zwiększając ARC FORCE łuk staje się bardziej skupiony przetop i stabilność łuku się zwiększa.
PAMIĘĆ USTAWIEŃ – funkcja umożliwiająca zapisywanie, konkretnych ustawień urządzenia. Przydatna w powtarzalnych materiałach gdy chcemy w szybki sposób wrócić do ustawionych parametrów.
SPAWANIE PUNKTOWE SPOT + CSPOT - urządzenie automatycznie kontrolować będzie czas trwania zgrzewu oraz przerwy między zgrzewami aż do momentu zwolnienia przycisku. W ten sposób można dokonywać serii zgrzewów bez konieczności ciągłego wciskania i zwalniania przycisku na uchwycie spawalniczym. Spawanie punktowe ułatwia nie tylko na wstępne łączenie elementów ale również odpowiednio stosowane redukuje ryzyko odkształceń materiałów.
WYŁĄCZNIK PRZECIĄŻENIOWY - wbudowane zabezpieczenie przed przegrzaniem urządzenia, przedłużające jego żywotność.

DOOR TO DOOR - MAGNUM GWARANCJA PRODUCENTA
Wszystkie produkty z oferty sklepu spawalniczego Allweld są fabrycznie nowe i posiadają pisemną gwarancję producenta. Okres gwarancyjny wynosi 24 m-ce dla zakupu na paragon i 12 m-cy dla zakupu na fakturę. Zapewniamy profesjonalny serwis gwarancyjny i pogwarancyjny. Kupując nasze produkty mają Państwo gwarancję wysokiej jakości oraz wsparcia serwisowego.
Jesteśmy oficjalnym dystrybutorem marki Magnum z tego względu naszym klientom umożliwiamy gwarancję door too door, jest ona bardzo korzystnym rozwiązaniem szybkim i darmowym. W momencie wystąpienia awarii należy skontaktować się ze wskazanym w dokumentach serwisem. Producent uzyskawszy niezbędne informacje wysyła pod wskazany adres kuriera. Po wykonaniu naprawy tą samą drogą i również za pośrednictwem firmy kurierskiej towar wolny od wad trafia do rąk właściciela. Wszystkie koszty związane z transportem urządzenia ponosi firma Magnum. W razie pytań i wątpliwości zapraszamy do kontaktu z naszym działem sprzedaży.
Dane techniczne
| Zasilanie | 230 V 50 Hz |
| Puls/Dual puls | Tak |
| Synergia | Tak |
| Spool gun | Nie |
| Lutospawanie | Tak |
| Szpula kg | 5 |
| Podajnik drutu | 4 ROLKI |
| 2T/4T | Tak |
| PAMIĘĆ USTAWIEŃ | Tak |
| ŚREDNICA DRUTU [mm] | 0.8/1.0/1.2 |
| ŚREDNICA DRUTU ALUMINIOWEGO [mm] | 1,0 / 1,2 |
| ŚREDNICA DRUTU DO LUTOSPAWANIA [mm] | 0,8 / 1,0 |
| ZAKRES REGULACJI PRĄDU SPAWANIA MIG MAG [A] | 30 ÷ 240 |
| CYKL PRACY MIG | 60% - 200A - 23V | 100% - 150A - 21V |
| ZAKRES REGULACJI PRĄDU SPAWANIA MMA [A] | 20 ÷ 200 |
| CYKL PRACY MMA | 60% - 180 A - 26,4V | 100% - 140A - 25V |
| PRZEDZIAŁ REGULACJI PRĄDU SPAWANIA [A] | 30A/16,5 - 200A/23V, max: 240A |
| FUNKCJA HOT START - MMA | Wartość prądu początkowego Hot start. Zakres regulacji: 20 ÷ 180 [%] | Czas trwania prądu początkowego Hot start. Zakres regulacji: 0 ÷ 50 [s] |
| FUNKCJA ARC FORCE - MMA | 0 ÷ 100 |
| FUNKCJA VRD | Tak (ON/OFF) |
| NAPIĘCIE BIEGU JAŁOWEGO [V] | 56 |
| NAPIĘCIE SPAWANIA MIG MAG [V] | 16,5 ÷ 24 |
| ŚREDNICA DRUTU STALE NIERDZEWNE KWASOODPORNE [mm] | 0,8 / 1,0 |
| CZĘSTOTLIWOŚĆ PULSU [Hz] | MIG: 0,5 ÷ 5,0 | TIG:0 ,1 ÷ 99Hz, balans pulsacji prądu spawania 5 ÷ 95, wysokość pulsu: zakres regulacji: 1 ÷ 500 [%] |
| BALANS PULSU [%] | 20 ÷ 80 Ustawienie 50% jest ustawieniem równowagi (środkowym) |
| PRE-GAS [s] | 0 ÷ 10 |
| POST-GAS [s] | 0,1 ÷ 50 |
| OPADANIE PRĄDU [s] | 0 ÷ 50 |
| NARASTANIE PRĄDU [s] | 0 ÷ 50 |
| ZABEZPIECZENIE SIECI [A] | 25 klasa C |
| SPAWANIE PUNKTOWE [s] | 0,1 ÷ 9,9 |
| BURNBACK | -50 ÷ 50 |
| WYMIARY [mm] | 510 x 370 x 240 |
| WYMIARY Z PODWOZIEM [mm] | 660 x 340 x 450 |
| STOPIEŃ OCHRONY | IP21S |
| CHŁODZENIE | Wentylator |
| SPOT/S2T/S4T | Nie |
| Inching (automatyczne podawanie drutu) | Nie |
| WAGA URZĄDZENIA [kg] | 16,4 |
| SKU | U MI 240 DP LCD |

