Spawarka Migomat Ideal TECNO MIG 270 LCD SYNERGIA





Ocenę produktu może wystawić każdy użytkownik. Nie weryfikujemy, czy oceniający kupił produkt. Opinie zweryfikowane w Trusted Shops
 W zestawie taniej!
W zestawie taniej!
Zestaw 0

Produkt podstawowy
IDEAL TECNO MIG 270 LCD SYNERGIC przeznaczony do spawania łukowego metodą MIG/MAG, FLUX, MMA oraz TIG LIFT. Urządzenie zostało zaprojektowane do wykorzystania w użytku profesjonalnym i przemysłowym. Urządzenie posiada sześć trybów synergicznych: MIG STAL CO2 100%, MIG STAL CO2 25%, MIG ALU, MIG CUSI, MIG STAL NIERDZEWNA, MIG SAMOOSŁONOWY.
Spawarka Migomat Ideal TECNO MIG 270 LCD SYNERGIA

1 szt.
IDEAL TECNO MIG 270 LCD SYNERGIC przeznaczony do spawania łukowego metodą MIG/MAG, FLUX, MMA oraz TIG LIFT. Urządzenie zostało zaprojektowane do wykorzystania w użytku profesjonalnym i przemysłowym. Urządzenie posiada sześć trybów synergicznych: MIG STAL CO2 100%, MIG STAL CO2 25%, MIG ALU, MIG CUSI, MIG STAL NIERDZEWNA, MIG SAMOOSŁONOWY.
3 999,00 zł
Taniej w zestawie!
Przyłbica spawalnicza True Color Falcon Czerwona Red samościemniająca

1 szt.
Przyłbica automatyczna z filtrem spawalniczym i nagłowiem Weldman True Color Falcon, przeznaczona do większości procesów spawania m.in. MMA, MIG/MAG a także wyposażona w funkcję szlifowania. Przyłbica Weldman zapewnia ochronę przed iskrami, rozpryskami spawalniczymi oraz szkodliwym promieniowaniem w normalnych warunkach spawalniczych. Automatyczny filtr automatycznie zmienia poziom zaciemnienia od niskiego do wysokiego kiedy łuk zostaje zajarzony i odwrotnie: powraca do niskiego poziomu gdy przestajemy spawać.
139,00 zł
Taniej w zestawie!
Pełna Butla Gazowa MIX AR/CO2 gaz

1 szt.
Butla z gazem ochronnym to niezbędny element przy spawaniu metodą MIG/MAG oraz TIG. Zawiera wysokiej czystości mieszankę argonu i dwutlenku węgla (AR/CO₂) lub sam argon, stosowaną do wytworzenia stabilnego łuku i ochrony spoiny przed działaniem powietrza. Gaz ten zapewnia czyste, estetyczne spoiny oraz ogranicza ilość odprysków w trakcie pracy, co przekłada się na wyższą jakość i efektywność procesu spawania.
379,00 zł
Taniej w zestawie!
Reduktor Butlowy AR-CO2 MINI 2 Manometry do Argonu CO2 lub Mieszanki Ar/CO2

1 szt.
Reduktor butlowy MINI z 2 manometrami - jednostopniowy, bezdźwigniowy. Przeznaczony do gazów technicznych typu argon, dwutlenek oraz mieszanek tych gazów Arg/CO2. Umożliwia obniżenie ciśnienia gazów pobieranych z butli do wymaganego ciśnienia wylotowego (roboczego) oraz zapewnia samoczynne utrzymanie tego ciśnienia na możliwie stałym poziomie niezależnie od zmian ciśnienia wlotowego.
119,00 zł
Taniej w zestawie!
Wężyk gazowy rurka do butli PCV 6 mm

1 szt.
Wężyk gazowy to niezbędny element każdego zestawu spawalniczego, przeznaczony do transportu gazów technicznych od reduktora do palnika lub innego urządzenia roboczego. Dzięki swojej elastycznej konstrukcji umożliwia swobodne manewrowanie sprzętem i wygodną pracę w warsztacie. Odpowiednio dobrany przewód zapewnia bezpieczny i stabilny przepływ gazu, co przekłada się na jakość i precyzję spawania.
4,00 zł
Taniej w zestawie!
Opaska Zaciskowa Na Wężyk Gazowy

1 szt.
Opaska zaciskowa to podstawowy element montażowy w spawalnictwie. Służy do szczelnego połączenia węża z króćcem reduktora, palnika lub innym elementem układu gazowego. Zapobiega zsuwaniu się przewodu podczas pracy i minimalizuje ryzyko nieszczelności, co bezpośrednio wpływa na bezpieczeństwo i niezawodność zestawu spawalniczego.
5,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG MAG do stali SG2 Średnica 0,8 mm - 5 kg

1 szt.
Elektrodowy drut spawalniczy SG2, miedziowany przeznaczony do spawania metodą MIG MAG. SG2 jest jednym z najpowszechniej stosowanych i znajduje szerokie zastosowanie w spawaniu stali niskowęglowych, konstrukcyjnych kotłowych i okrętowych itp. w osłonie gazów CO2 i CO2/Ar (mieszanka). Drut posiada wszystkie zaświadczenia i certyfikaty, dopuszczającego go do użytkowania w przemyśle spawalniczym. Szpula D-200, waga 5 kg przy średnicy 200mm.
79,00 zł
Taniej w zestawie!
Preparat antyodpryskowy spawalniczy SKANDI KRAFT 400 ml

1 szt.
Preparat antyodpryskowy o pojemności 400ml w postaci aerozolu jest bezwonnym środkiem używanym do ochrony dyszy palnika, narzędzi i powierzchni materiału spawanego przed wtapianiem się odprysków metalu w trakcie spawania technikami elektrycznymi. Preparat zapewnia bardzo łatwy sposób aplikacji, wystarczy lekko spryskać chronioną powierzchnię przed spawaniem z odległości 30 cm.
20,00 zł
Taniej w zestawie!
Rękawice spawalnicze MIG/MAG MMA Żółte

1 szt.
Trwałe rękawice w całości wykonane z dwoiny bydlęcej. Poza ochroną dłoni rękawice również osłaniają cześć przedramienia. Wykończone miękką podszewką poza mankietem. Szwy wykonane z niepalnych nici KEVLAR® osłonięte bizą. Część chwytna oraz nadgarstek wzmocnione dodatkową skórą. Rękawice wyprodukowane zgodnie z normą EN12477 TYPE A.
39,00 zł
Taniej w zestawie!
Elektrody rutylowo - celulozowe SKANDI KRAFT do spawania stali czarnej

1 szt.
Nowe elektrody do spawania stali czarnej, rutylowo-celulozowe SKANDI KRAFT, łatwo spawalne
49,00 zł
Taniej w zestawie!
Zestaw 0

Produkt podstawowy
IDEAL TECNO MIG 270 LCD SYNERGIC przeznaczony do spawania łukowego metodą MIG/MAG, FLUX, MMA oraz TIG LIFT. Urządzenie zostało zaprojektowane do wykorzystania w użytku profesjonalnym i przemysłowym. Urządzenie posiada sześć trybów synergicznych: MIG STAL CO2 100%, MIG STAL CO2 25%, MIG ALU, MIG CUSI, MIG STAL NIERDZEWNA, MIG SAMOOSŁONOWY.
Spawarka Migomat Ideal TECNO MIG 270 LCD SYNERGIA
1 szt.
IDEAL TECNO MIG 270 LCD SYNERGIC przeznaczony do spawania łukowego metodą MIG/MAG, FLUX, MMA oraz TIG LIFT. Urządzenie zostało zaprojektowane do wykorzystania w użytku profesjonalnym i przemysłowym. Urządzenie posiada sześć trybów synergicznych: MIG STAL CO2 100%, MIG STAL CO2 25%, MIG ALU, MIG CUSI, MIG STAL NIERDZEWNA, MIG SAMOOSŁONOWY.
3 999,00 zł
Taniej w zestawie!
Pełna Butla Gazowa MIX AR/CO2 gaz
1 szt.
Butla z gazem ochronnym to niezbędny element przy spawaniu metodą MIG/MAG oraz TIG. Zawiera wysokiej czystości mieszankę argonu i dwutlenku węgla (AR/CO₂) lub sam argon, stosowaną do wytworzenia stabilnego łuku i ochrony spoiny przed działaniem powietrza. Gaz ten zapewnia czyste, estetyczne spoiny oraz ogranicza ilość odprysków w trakcie pracy, co przekłada się na wyższą jakość i efektywność procesu spawania.
379,00 zł
Taniej w zestawie!
Reduktor Butlowy AR-CO2 MINI 2 Manometry do Argonu CO2 lub Mieszanki Ar/CO2
1 szt.
Reduktor butlowy MINI z 2 manometrami - jednostopniowy, bezdźwigniowy. Przeznaczony do gazów technicznych typu argon, dwutlenek oraz mieszanek tych gazów Arg/CO2. Umożliwia obniżenie ciśnienia gazów pobieranych z butli do wymaganego ciśnienia wylotowego (roboczego) oraz zapewnia samoczynne utrzymanie tego ciśnienia na możliwie stałym poziomie niezależnie od zmian ciśnienia wlotowego.
119,00 zł
Taniej w zestawie!
Wężyk gazowy rurka do butli PCV 6 mm
2 szt.
Wężyk gazowy to niezbędny element każdego zestawu spawalniczego, przeznaczony do transportu gazów technicznych od reduktora do palnika lub innego urządzenia roboczego. Dzięki swojej elastycznej konstrukcji umożliwia swobodne manewrowanie sprzętem i wygodną pracę w warsztacie. Odpowiednio dobrany przewód zapewnia bezpieczny i stabilny przepływ gazu, co przekłada się na jakość i precyzję spawania.
4,00 zł
Taniej w zestawie!
Opaska Zaciskowa Na Wężyk Gazowy
2 szt.
Opaska zaciskowa to podstawowy element montażowy w spawalnictwie. Służy do szczelnego połączenia węża z króćcem reduktora, palnika lub innym elementem układu gazowego. Zapobiega zsuwaniu się przewodu podczas pracy i minimalizuje ryzyko nieszczelności, co bezpośrednio wpływa na bezpieczeństwo i niezawodność zestawu spawalniczego.
5,00 zł
Taniej w zestawie!
Drut Spawalniczy MIG MAG do stali SG2 Średnica 0,8 mm - 5 kg
1 szt.
Elektrodowy drut spawalniczy SG2, miedziowany przeznaczony do spawania metodą MIG MAG. SG2 jest jednym z najpowszechniej stosowanych i znajduje szerokie zastosowanie w spawaniu stali niskowęglowych, konstrukcyjnych kotłowych i okrętowych itp. w osłonie gazów CO2 i CO2/Ar (mieszanka). Drut posiada wszystkie zaświadczenia i certyfikaty, dopuszczającego go do użytkowania w przemyśle spawalniczym. Szpula D-200, waga 5 kg przy średnicy 200mm.
79,00 zł
Taniej w zestawie!
Preparat antyodpryskowy spawalniczy SKANDI KRAFT 400 ml
1 szt.
Preparat antyodpryskowy o pojemności 400ml w postaci aerozolu jest bezwonnym środkiem używanym do ochrony dyszy palnika, narzędzi i powierzchni materiału spawanego przed wtapianiem się odprysków metalu w trakcie spawania technikami elektrycznymi. Preparat zapewnia bardzo łatwy sposób aplikacji, wystarczy lekko spryskać chronioną powierzchnię przed spawaniem z odległości 30 cm.
20,00 zł
Taniej w zestawie!
Rękawice spawalnicze MIG/MAG MMA Żółte
1 szt.
Trwałe rękawice w całości wykonane z dwoiny bydlęcej. Poza ochroną dłoni rękawice również osłaniają cześć przedramienia. Wykończone miękką podszewką poza mankietem. Szwy wykonane z niepalnych nici KEVLAR® osłonięte bizą. Część chwytna oraz nadgarstek wzmocnione dodatkową skórą. Rękawice wyprodukowane zgodnie z normą EN12477 TYPE A.
39,00 zł
Taniej w zestawie!
Elektrody rutylowo - celulozowe SKANDI KRAFT do spawania stali czarnej
1 szt.
Nowe elektrody do spawania stali czarnej, rutylowo-celulozowe SKANDI KRAFT, łatwo spawalne
49,00 zł
Taniej w zestawie!
Produkty powiązane




Opis
Spawarka MIG/MAG IDEAL TECNO MIG 270 LCD SYNERGIC
IDEAL TECNO MIG 270 LCD SYNERGIC - to nowoczesny półautomat spawalniczy wyposażony programy synergiczne, regulację indukcyjności, funkcję VRD oraz możliwość spawania drutem rdzeniowym FCAW. Urządzenie zbudowane na tranzystorach IGBT, posiada bardzo czytelny, nowoczesny i intuicyjny panel LCD, który niezwykle ułatwi kontrolę nad wyborem parametrów spawania. Przy metodzie MIG/MAG mamy możliwość wyboru funkcji przycisku w uchwycie pomiędzy pracą w trybie 2T (bez blokady przycisku) / 4T (blokada przycisku do długich spoin).

Allweld.pl © Copyright All rights reserved. Wszelkie zdjęcia i opisy chronione są prawami autorskimi na mocy ustawy zabronione jest ich kopiowanie, modyfikowanie, publikowanie bez uprzedniej zgody
Czytelny i prosty w obsłudze 7-calowy wyświetlacz LCD umożliwia dokładną regulację parametrów spawania takich jak :
- regulacja indukcyjności
- regulacja napięcia spawania
- regulacja posuwu drutu
- regulacja gazu po
- Przy metodzie MMA mamy możliwość włączania funkcji VRD (VOLTAGE REDUCTION DEVICE), HOT START, ARC FORCE

IDEAL TECNO MIG 270 LCD SYNERGIC
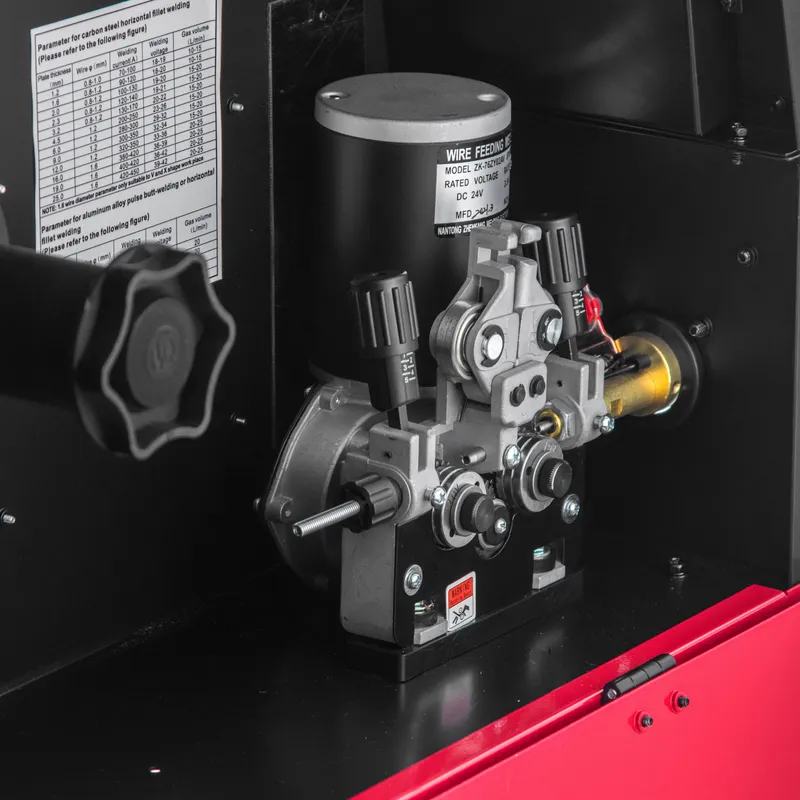
Jest urządzeniem wyposażonym w profesjonalny 4-rolkowy układ podawania drutu (w zestawie rolki 0,8-1,0V, 1,0-1,2V oraz 0,8-1,0U),zapewniając płynne i równe podawanie drutu. Pozwala to na stosowanie długich uchwytów spawalniczych 4m i 5m. Przystosowany jest do zasilania z trójfazowej sieci 400V, 50/60Hz. Nad właściwą pracą urządzenia czuwa układ przeciw przeciążeniowy.

KOMPLETNY ZESTAW ZAWIERA:
- Spawarka Ideal Tecno MIG 270 LCD,
- Uchwyt spawalniczy MIG MB 24 3 m,
- Uchwyt Masowy 3 m,
- Uchwyt elektrodowy 3m,
- 2 rolki do stali: 0,8-1,0 V,1,0-1,2 V
- 2 rolki do aluminium: 0,8-1,0 U,
- instrukcja obsługi.
Jeśli potrzebujesz inne akcesoria typu: butla, reduktor, drut, dysze czy przyłbica, to znajdziesz je na innych naszych aukcjach!
NAJWAŻNIEJSZE ZALETY URZĄDZENIA
IGBT - nowoczesne tranzystory bipolarne, zapewniające minimum zakłóceń elektromagnetycznych i małe straty mocy. Zwiększają wydajność oraz wydłużają niezawodność źródła prądu. Umożliwiają wysoką częstotliwość przełączania, tym samym zapewniając błyskawiczne dostosowanie prądu do zmian parametrów w czasie spawania.
2T - spawanie dwutaktem. Aby wyzwolić łuk należy nacisnąć przycisk na uchwycie spawalniczym i trzymać go podczas spawania, zwolnienie przycisku skutkuje wygaśnięciem łuku spawalniczego.
4T - spawanie czterotaktem ( MIG/MAG ). Aby wyzwolić łuk należy nacisnąć przycisk na uchwycie spawalniczym a następnie go zwolnić. Utrzymywanie łuku będzie kontynuowane. Aby wygasić łuk spawalniczy należy przycisnąć ponownie a następnie puścić przycisk.
INDUKCYJNOŚć - umożliwia optymalizację procesu spawania w zależności od grubości spawanego elementu oraz warunków spawania. Zmniejszenie indukcyjności sprawia, że łuk staje się stabilniejszy i skoncentrowany a przez to pozwala na większe wtopienie w materiał. Zwiększenie indukcyjności przydatne przy spawaniu cienkich elementów przyczynia się do powstawania bardziej płynnego jeziorka. Łuk staje się miękki, zmniejsza się ilość odprysków. Funkcja odpowiednia dla cienkich elementów oraz w procesie lutospawania (pozwala uniknąć uszkodzenia ochronnej warstwy ocynku).
PEŁNA SYNERGIA - funkcja ułatwiająca dobór optymalnych parametrów w procesie spawania. Za pomocą zaprogramowanych danych źródło automatycznie dobiera prędkość posuwu drutu do prądu spawania. Przyspiesza rozpoczęcie pracy, niweluje ryzyko niewłaściwych ustawień, które negatywnie wpływają na jakość i wygląd spoiny. W modelach z pełną synergią, dobór ustawień bazuje na kluczowych parametrach, takich jak rodzaj spawanego materiału, średnica stosowanego drutu, rodzaj gazu osłonowego oraz grubość spawanego elementu.
POST GAZ – wypływ gazu po procesie spawania. Zabezpiecza jeziorko przed szkodliwym działaniem powietrza atmosferycznego. Brak dodatkowej osłony gazowej może skutkować utlenianiem się spoiny. Wpływa na wystudzenie elektrody oraz zakończenia ściegu spawalniczego. Regulacja wyrażona w sekundach.
SLOW FEED / DOJAZD DRUTU - regulacja prędkości dojazdowej drutu, umożliwia stabilne zajarzenie łuku szczególnie w przypadkach dużej prędkości jego podawania. Ogranicza do minimum ryzyko pojawienia się wad spawalniczych i odprysków na początku spoiny.
FLUX ( FCAW ) - spawanie łukowe drutem proszkowym. Stosujemy drut samoosłonowy, który jest wypełniony proszkiem, który wytwarza gazy osłonowe podczas spawania. W związku z tym w tej metodzie nie jest wymagane dostarczanie gazu osłonowego z zewnętrznego źródła.
SPOOL GUN - uchwyt spawalniczy z wbudowanym podajnikiem drutu. Poprawia transfer materiału do jeziorka spawalniczego, z racji na zastosowanie dużo krótszego przewodu ,w którym porusza się spoiwo. Znajduje zastosowanie głównie w warsztatach samochodowych i przy spawaniu cienkich blach, doskonale sprawdza się w trudno dostępnych miejscach i na wysokościach. Szpula z drutem spawalniczym umieszczona jest w rękojeści uchwytu. Uchwyt ma standardowe przyłącze typu EURO i wtyk sterujący.
LUTOSPAWANIE - metoda, która w dość dużym stopniu przypomina spawanie MIG/MAG, jednak dostarczana w tym przypadku energia jest o wiele mniejsza. Lutospawanie wykorzystuje się do łączenia cienkich blach pokrytych warstwą cynku. Opisywana metoda to proces spajania, w czasie którego dochodzi do stopienia lutu, a nie materiału, z którym pracujemy. Druga część nazwy, czyli MIG/MAG, pochodzi od wykorzystania sposobu topienia drutu łukiem elektrycznym w otoczeniu gazu ochronnego. Metoda lutospawania stosowana jest jednak nie tylko do spajania blach ocynkowanych, ale też cienkich blach wykonanych ze stali nierdzewnych oraz różnoimiennych połączeń, m.in. stali kwasoodpornej ze zwykłej jakości stalą lub mosiądzu ze stalą czy nawet spawania żeliwa.
VRD - funkcja ta obniża napięcie w stanie bez obciążenia. W przeciągu milisekund po zakończeniu spawania, napięcie na elektrodzie otulonej zniwelowane jest do bezpiecznego poziomu. Właściwa wartość napięcia zostaje przywrócona dopiero tuż przed zajarzeniem łuku. Minimalizuje to ryzyko porażenia prądem elektrycznym. W skrajnych przypadkach utrudnia zajarzenie łuku.
HOT START „gorący start” - polega na chwilowym zwiększeniu prądu spawania ponad ustawioną wartość w momencie zajarzenia łuku. Zapobiega to zjawisku „przyklejania elektrody” w początkowej fazie spawania, ułatwiając rozpoczęcie całego procesu. Zalecane jest wyłączenie tej funkcji w przypadku cienkich elementów.
ARC FORCE – funkcja wykorzystywana do udoskonalenia stabilności w łuku. Zmniejszenie jej wartości w pewnym stopniu redukuje również zużycie energii elektrycznej, łuk jest miękki i zmniejsza się głębokość wtopu. Ułatwia to pracę przy cieńszych materiałach. Analogicznie zwiększając ARC FORCE, łuk staje się bardziej skupiony, dłuższy, przetop i stabilność łuku się zwiększa.
EUROZŁĄCZE – umożliwiające wymienne stosowanie różnego rodzaju uchwytów.
WYŁĄCZNIK PRZECIĄŻENIOWY - wbudowane zabezpieczenie przed przegrzaniem urządzenia, przedłużające jego żywotność.

DOOR TO DOOR IDEAL GWARANCJA PRODUCENTA
Wszystkie produkty z oferty sklepu spawalniczego Allweld są fabrycznie nowe i posiadają pisemną gwarancję producenta. Okres gwarancyjny wynosi 24 m-ce dla zakupu na paragon i 12 m-cy dla zakupu na fakturę. Zapewniamy profesjonalny serwis gwarancyjny i pogwarancyjny. Kupując nasze produkty, mają Państwo gwarancję wysokiej jakości oraz wsparcia serwisowego.
Jesteśmy oficjalnym dystrybutorem marki Ideal z tego względu naszym klientom umożliwiamy gwarancję door too door, jest ona bardzo korzystnym rozwiązaniem szybkim i darmowym. W momencie wystąpienia awarii należy skontaktować się ze wskazanym w dokumentach serwisem. Producent uzyskawszy niezbędne informacje wysyła pod wskazany adres kuriera. Po wykonaniu naprawy tą samą drogą i również za pośrednictwem firmy kurierskiej towar wolny od wad trafia do rąk właściciela. Wszystkie koszty związane z transportem urządzenia ponosi firma Ideal. W razie pytań i wątpliwości zapraszamy do kontaktu z naszym działem sprzedaży.
Dane techniczne
| 3W1 SPAWARKA | TAK |
| ZASILANIE [V] | 400 |
| CZĘSTOTLIWOŚĆ [Hz] | 50 |
| ZABEZPIECZENIE [A] | 20 |
| MOC [kW] | 9 |
| IGBT | TAK |
| WYŁĄCZNIK PRZECIĄŻENIOWY | TAK |
| EUROZŁĄCZE | TAK |
| SYNERGIA | TAK |
| SYNERGIA PEŁNA | TAK |
| NAPIĘCIE BIEGU JAŁOWEGO [V] | 53 |
| NATĘŻENIE PRĄDU SPAWANIA MIG/MAG [A] | 50 - 270 |
| NATĘŻENIE PRĄDU SPAWANIA TIG [A] | 10 - 270 |
| NATĘŻENIE PRĄDU SPAWANIA MMA [A] | 10 - 270 |
| CYKL PRACY MIG/MAG [%] | 60% - 270A, 100% - 194A |
| CYKL PRACY TIG [%] | 60% - 270A, 100% - 194A |
| CYKL PRACY MMA [%] | 60% - 270A, 100% - 194A |
| PRE GAS [s] | TAK |
| POST GAZ [s] | TAK |
| LIFT TIG | TAK |
| FLUX | TAK |
| 2T/4T | TAK |
| SLOW FEED / DOJAZD DRUTU [m/min] | TAK |
| LUTOSPAWANIE | TAK |
| INDUKCYJNOŚĆ | TAK |
| PAMIĘĆ USTAWIEŃ | TAK |
| PODAJNIK DRUTU | 4x4 |
| SZPULA DRUTU [kg] | 5/15 |
| WIELKOŚĆ SZPULI DRUTU [Ø/mm] | D200, D300 |
| ŚREDNICA DRUTU SPAWALNICZEGO [Ø/mm] | 0,6-1,2 |
| ŚREDNICA ELEKTRODY [Ø/mm] | 1,6-4,0 |
| ZŁĄCZE PODGRZEWACZA GAZU | TAK |
| PODWOZIE JEZDNE | TAK |
| HOT START [A] | TAK |
| ARC FORCE [A] | TAK |
| VRD | TAK |
| Wymiary urządzenia [mm] | 915 x 495 x 860 |
| WAGA URZĄDZENIA [kg] | 65 |
| STOPIEŃ OCHRONY | IP21S |
| CHŁODZENIE URZĄDZENIA | wentylator |
| SPOOL GUN | TAK |
| WYCOFANY Z PRODUKCJI | Tak |

